Gwint m10 to jeden z najbardziej użytkowych standardów wśród elementów złącznych: łatwo go zamówić, łatwo dobrać do niego narzędzie i jeszcze łatwiej popełnić błąd, jeśli nie rozróżnia się skoku zwykłego, drobnego i otworu pod wykonanie. W tym tekście porządkuję najważniejsze rzeczy, które przydają się w warsztacie, przy projektowaniu i w zakupach technicznych: od odczytu oznaczenia, przez średnice wiercenia, po tolerancje i typowe pułapki montażowe.
Najważniejsze informacje o M10 w skrócie
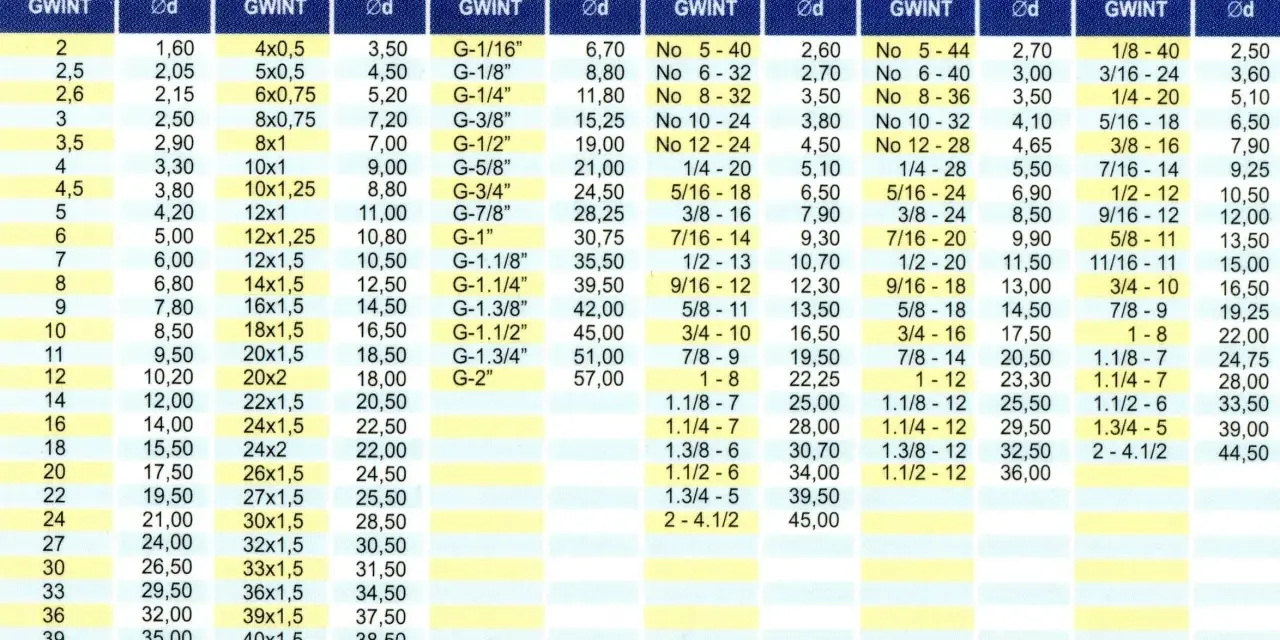
- M10 oznacza gwint metryczny o nominalnej średnicy 10 mm.
- W wersji standardowej skok wynosi 1,5 mm, a przy takim zapisie można pominąć oznaczenie skoku.
- Do nagwintowania otworu pod M10 × 1,5 zwykle wierci się 8,5 mm.
- Otwór przelotowy dla śruby M10 dobiera się zależnie od dopasowania: najczęściej 10,5 mm, 11 mm lub 12 mm.
- Na rysunkach wewnętrzny gwint M10 bardzo często ma tolerancję 6H, a zewnętrzny 6g.
- Skok zwykły nie oznacza gorszej jakości, tylko wariant podstawowy dla danego rozmiaru.
Co oznacza oznaczenie M10 i jak je czytać
W systemie metrycznym litera M oznacza gwint metryczny, a liczba 10 odnosi się do średnicy nominalnej w milimetrach. To ważne rozróżnienie, bo nominalna średnica nie jest tym samym co idealny wymiar każdej gotowej śruby czy nakrętki, a dopasowanie zapewniają dopiero tolerancje. Zarys gwintu metrycznego ma profil symetryczny o kącie 60°, więc jest to rozwiązanie uniwersalne i przewidywalne w produkcji.| Oznaczenie | Co oznacza | Kiedy się go używa |
|---|---|---|
| M10 | Średnica nominalna 10 mm, skok podstawowy 1,5 mm | Najczęściej w dokumentacji i handlu |
| M10 × 1,25 | Średnica 10 mm, skok drobny 1,25 mm | Gdy trzeba doprecyzować wariant |
| M10 × 1,0 | Średnica 10 mm, skok drobny 1,0 mm | W rozwiązaniach specjalnych |
| M10 × 1,5 - 6H | Gwint wewnętrzny z tolerancją 6H | Na rysunkach i w specyfikacjach |
W praktyce najwięcej nieporozumień bierze się stąd, że samo M10 mówi o rozmiarze, ale nie zawsze mówi o skoku. Dla gwintów zwykłych zapis może być skrócony, natomiast przy skoku drobnym trzeba go już podać wprost. To właśnie od tej różnicy zaczyna się sensowny wybór wariantu do konkretnego zastosowania.
Kiedy wybrać skok zwykły, a kiedy drobny
W typowych połączeniach wygrywa skok 1,5 mm, bo jest najlepiej dostępny, szybki w montażu i odporny na warsztatowe realia, takie jak lekki brud czy drobne uszkodzenia. Skok drobny daje mniejszy przyrost osiowy na jeden obrót, więc łatwiej precyzyjnie dociągnąć połączenie, a przy tej samej średnicy nominalnej pozostawia większy przekrój rdzenia śruby. To bywa korzystne przy wibracjach, cienkich ściankach i wszędzie tam, gdzie liczy się kontrola siły zacisku.
| Wariant | Plusy | Ograniczenia | Typowe użycie |
|---|---|---|---|
| Skok zwykły 1,5 mm | Najlepsza dostępność, szybsze składanie, większa tolerancja na brud | Mniejsza precyzja regulacji | Większość połączeń ogólnych |
| Skok drobny 1,25 mm / 1,0 mm | Dokładniejsze dociąganie, lepsze przy drganiach | Większa wrażliwość na uszkodzenia i zabrudzenia | Mechanika precyzyjna, aplikacje specjalne |
Ważne jest też jedno praktyczne sprostowanie: określenia „coarse” i „fine” opisują skok, a nie jakość wykonania. Z mojego doświadczenia wynika, że ten mit wraca najczęściej wtedy, gdy ktoś zamawia elementy bez pełnego opisu i potem próbuje ratować się „tym samym rozmiarem, tylko lepszym”. Po wyborze skoku przychodzi kolej na wiercenie, a tu różnica między otworem pod gwint a otworem przelotowym naprawdę robi różnicę.
Jak dobrać otwór pod gwint M10
Ja zwykle zaczynam od prostego pytania: czy chodzi o otwór, w którym trzeba naciąć gwint, czy tylko o przelot dla śruby. To dwa różne przypadki i dwa różne zestawy średnic. Jeśli otwór jest za mały, gwintownik idzie ciężko i rośnie ryzyko zatarcia albo złamania narzędzia. Jeśli jest za duży, połączenie traci część nośności albo nie da się uzyskać poprawnego profilu zwoju.
| Rodzaj otworu | M10 × 1,5 | M10 × 1,25 | M10 × 1,0 | Uwagi |
|---|---|---|---|---|
| Otwór pod gwintowanie | 8,5 mm | 8,8 mm | 9,0 mm | Warto sprawdzić zalecenia producenta gwintownika przy twardszych materiałach |
| Otwór przelotowy ciasny | 10,5 mm | 10,5 mm | 10,5 mm | Dobry przy precyzyjnym prowadzeniu śruby |
| Otwór przelotowy normalny | 11,0 mm | 11,0 mm | 11,0 mm | Najczęściej spotykany kompromis montażowy |
| Otwór przelotowy luźny | 12,0 mm | 12,0 mm | 12,0 mm | Przydaje się tam, gdzie potrzebna jest większa tolerancja ustawienia |
Tolerancje i pasowania, które warto znać
W systemie metrycznym najczęściej spotkasz zapis 6H dla gwintów wewnętrznych i 6g dla zewnętrznych. To domyślne, „średnie” pasowanie, które w większości przypadków daje rozsądny kompromis między lekkością montażu a pewnym trzymaniem połączenia. Gdy element ma powłokę, na przykład cynkową, albo gdy otwór gwintowany ma pracować po wielu cyklach skręcania, warto sprawdzić, czy tolerancja nie jest zbyt ciasna dla realnych warunków.| Zapis | Co oznacza | Praktyczny komentarz |
|---|---|---|
| M10 × 1,5 - 6H | Wewnętrzny gwint o standardowej tolerancji | Najczęstszy zapis dla nakrętek i otworów gwintowanych |
| M10 × 1,5 - 6g | Zewnętrzny gwint o standardowej tolerancji | Typowy zapis dla śrub i szpilek |
| M10 × 1,5 - 6H/6g | Pasowanie kompletne pary gwintów | Użyteczne, gdy chcesz opisać współpracę obu części wprost |
| M10 × 1,5 LH | Gwint lewoskrętny | Stosowany tam, gdzie normalny kierunek dokręcania mógłby samoczynnie luzować połączenie |
To właśnie tutaj wychodzą różnice między „pasuje na oko” a „pasuje w produkcji”. Jeśli zamawiasz elementy z różnych źródeł, tolerancja potrafi zadecydować o tym, czy połączenie złoży się gładko, czy będzie wymagało poprawki już na linii. Z tego powodu sam rozmiar M10 nie zamyka tematu, tylko otwiera serię decyzji, które łatwo zepsuć jednym niedoprecyzowanym zapisem.
Najczęstsze błędy przy M10
Z mojego doświadczenia największe straty czasu powodują nie skomplikowane wady materiałowe, tylko zwykłe pomyłki w oznaczeniu i wierceniu. Warto wyłapać je wcześniej, bo na etapie montażu każda z nich oznacza przestój albo dodatkową obróbkę.
- Mieszanie M10 z gwintem calowym 3/8" lub innym „prawie takim samym” rozmiarem, który w rzeczywistości nie pasuje.
- Wiercenie otworu pod gwint bez uwzględnienia skoku, co kończy się zbyt ciasnym lub za słabym profilem zwoju.
- Stosowanie skoku drobnego bez sprawdzenia dostępności śrub, nakrętek i narzędzi w magazynie.
- Pomijanie tolerancji na rysunku i w zamówieniu, przez co dostajesz część „zgodną tylko z nazwą”.
- Zbyt krótka długość zazębienia w aluminium, tworzywach lub cienkościennych detalach.
- Traktowanie skoku drobnego jak „lepszej jakości” zamiast jako wariantu do konkretnych warunków pracy.
W praktyce każdy z tych błędów ma podobny finał: poprawki, opóźnienie montażu albo reklamacja. Dlatego przy M10 bardziej niż gdziekolwiek indziej działa zasada, że lepiej doprecyzować za dużo niż o jedno słowo za mało. A jeśli spojrzeć szerzej, warto jeszcze wiedzieć, kiedy ten rozmiar jest naprawdę dobrym wyborem, a kiedy lepiej od razu sięgnąć po większy.
Gdzie M10 sprawdza się najlepiej i kiedy rozważyć większy rozmiar
M10 jest rozsądnym środkiem stawki. Dobrze sprawdza się w osłonach maszyn, lekkich i średnich konstrukcjach stalowych, wspornikach, uchwytach, zabudowach oraz w wielu połączeniach serwisowanych okresowo. To rozmiar, który daje dobrą równowagę między wytrzymałością, dostępnością części i prostotą montażu, dlatego w przemyśle spotyka się go bardzo często.
- W konstrukcjach ogólnych daje dobry kompromis między gabarytem a nośnością.
- W połączeniach narażonych na drgania drobny skok może być lepszy niż wersja standardowa.
- W cienkich ściankach i detalach z aluminium trzeba pilnować długości zazębienia, bo sam rozmiar nie ratuje słabego materiału.
- Przy dużych obciążeniach dynamicznych, częstym demontażu albo słabych podłożach warto rozważyć większy rozmiar albo wkładkę gwintowaną.
Jeśli projekt jest krytyczny, nie patrzę tylko na średnicę. Sprawdzam też warunki pracy, materiał, liczbę cykli skręcania i to, czy element ma być serwisowany w terenie. To właśnie te parametry podpowiadają, czy M10 wystarczy, czy lepiej od razu zaprojektować większy zapas bezpieczeństwa.
Co sprawdzam przed zamówieniem elementów M10
Przed zamówieniem śrub, nakrętek albo narzędzi zapisuję sobie kilka rzeczy w jednym miejscu: średnicę, skok, długość, tolerancję, kierunek gwintu oraz powłokę. Sam zapis M10 to za mało, jeśli ma wejść w produkcję bez pytań zwrotnych. Gdy te dane są podane jasno, znika większość nieporozumień między projektem, zakupami i montażem.
- Średnica nominalna i skok.
- Gwint wewnętrzny czy zewnętrzny.
- Tolerancja, na przykład 6H lub 6g.
- Długość elementu i wymagana głębokość gwintu.
- Kierunek gwintu, jeśli ma być lewoskrętny.
- Materiał, klasa wytrzymałości i powłoka ochronna.
Jeśli w projekcie nie ma miejsca na domysły, pełne oznaczenie i kilka dodatkowych parametrów oszczędzają więcej czasu niż najlepsza improwizacja na montażu. To właśnie ten poziom precyzji najczęściej odróżnia poprawnie przygotowane połączenie od takiego, które wraca na poprawki.