W obróbce gwintów najwięcej problemów zwykle nie sprawia sam zarys, tylko dobór metody do materiału, geometrii detalu i ryzyka błędu. Gdy wchodzi w grę frezowanie gwintów, liczy się nie tylko jakość profilu, ale też to, czy detal da się bezpiecznie obrobić, jak łatwo odprowadzić wiór i czy jedna pomyłka nie zamieni drogiej części w złom. Poniżej pokazuję, jak ten proces działa, kiedy rzeczywiście ma sens, jak dobrać narzędzie i gdzie najłatwiej popełnić kosztowny błąd.
Najważniejsze decyzje trzeba podjąć przed pierwszym przejazdem
- Proces opiera się na interpolacji śrubowej, więc wymaga CNC zdolnego do jednoczesnego ruchu w osiach X, Y i Z.
- Największy sens ma przy cienkich ściankach, trudnych materiałach, drogich detalach i tam, gdzie gwintownik byłby zbyt ryzykowny.
- Dobór narzędzia zależy od skoku, średnicy, materiału i tego, czy ważniejsza jest elastyczność programu, czy szybkość cyklu.
- W praktyce kluczowe są: średnica otworu wstępnego, tor wejścia i wyjścia, kontrola wióra oraz sztywność mocowania.
- Gwintownik nadal bywa szybszy w prostych, wielkoseryjnych zadaniach, ale frez daje większą kontrolę i mniejsze ryzyko awarii.
Na czym polega ten proces i kiedy ma sens
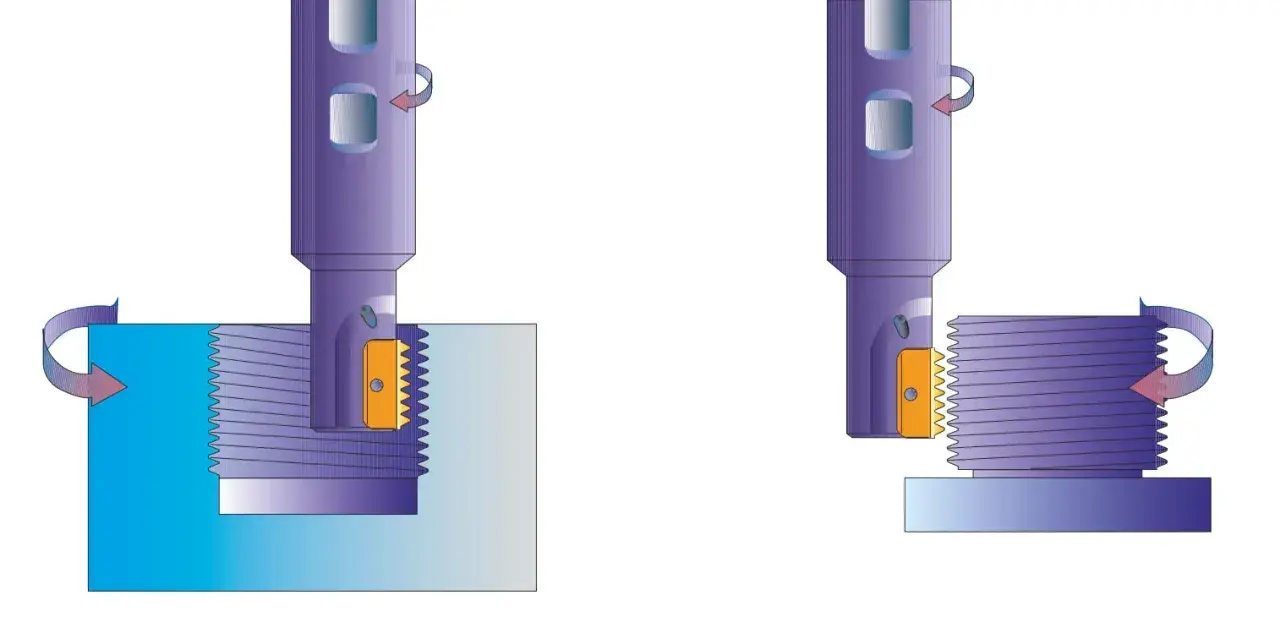
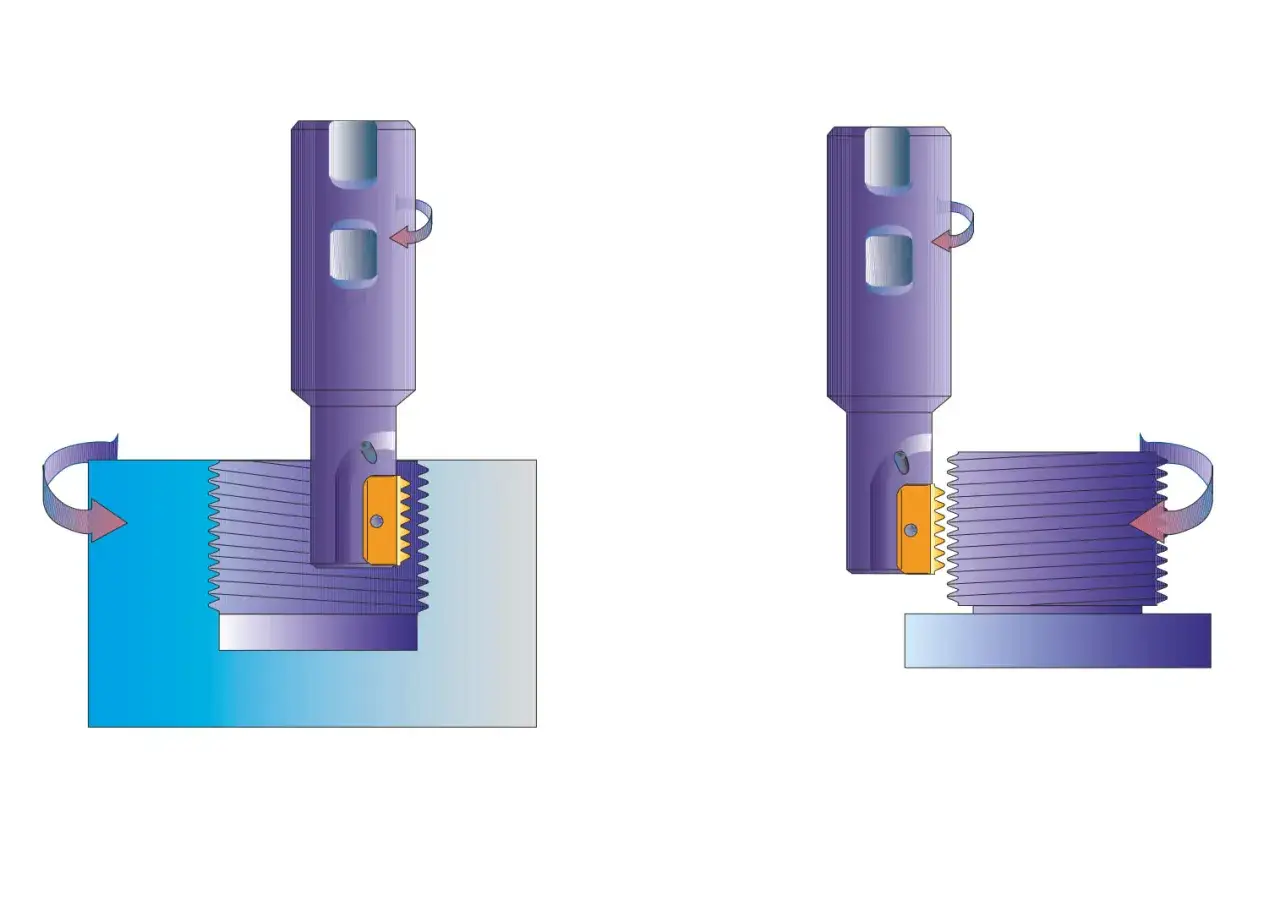
W praktyce patrzę na ten proces jako na kontrolowane „rysowanie” gwintu ruchem narzędzia, a nie jako na wciskanie gwintownika w materiał. Frez wykonuje ruch po okręgu, a jednocześnie przesuwa się osiowo, dzięki czemu profil gwintu powstaje w sposób bardziej elastyczny niż przy klasycznym gwintowaniu. To samo podejście można zastosować do gwintów wewnętrznych i zewnętrznych, choć w zakładach produkcyjnych najczęściej chodzi o otwory.
Najczęściej sięgam po tę metodę wtedy, gdy detal jest trudny w obróbce albo ryzykowny technologicznie. Dobrze sprawdza się przy częściach niesymetrycznych, cienkościennych, przy materiałach, które lubią robić długi wiór, oraz tam, gdzie gwint trzeba wykonać blisko uskoku albo dna otworu nieprzelotowego. To również rozsądny wybór, gdy obrabiany element jest drogi i nie chcę liczyć na to, że narzędzie po prostu „jakoś wyjdzie” z otworu.Ja lubię tę metodę jeszcze z jednego powodu: w przypadku problemu narzędzie można zwykle bezpiecznie wycofać, zamiast zostawiać w środku złamany gwintownik. W realnej produkcji to często robi większą różnicę niż kilka sekund krótszego cyklu. Tę różnicę najlepiej widać wtedy, gdy przechodzimy od teorii do samego ruchu narzędzia.
Jak wygląda cykl obróbki na centrum CNC
Żeby gwint wyszedł powtarzalnie, trzeba myśleć o całej trajektorii, a nie tylko o średnicy frezu. Sam cykl jest prosty, ale tylko wtedy, gdy każdy etap został dobrze policzony i zapisany w programie.
- Najpierw przygotowuję otwór wstępny o średnicy dopasowanej do gwintu i materiału.
- Następnie wprowadzam frez łukiem, a nie sztywnym ruchem prosto w materiał.
- Podczas skrawania narzędzie wykonuje pełen obrót, a równocześnie przesuwa się w osi Z, co tworzy skok gwintu.
- Po osiągnięciu wymaganej głębokości wyprowadzam narzędzie również łukiem, żeby nie zostawić śladu po gwałtownym wyjściu.
- Na końcu sprawdzam wymiar i jakość zarysu, najlepiej przyrządem do kontroli gwintów, a nie wyłącznie suwmiarką.
Ważny detal techniczny: średnica gwintu wynika z ruchu w osiach X i Y, a skok z osi Z. To dobra wiadomość dla technologa, bo wiele korekt da się wykonać w programie bez zmiany całego układu produkcyjnego. W praktyce oznacza to też, że obrabiarka musi być stabilna i zdolna do jednoczesnej, płynnej interpolacji wszystkich osi.
Przy otworach nieprzelotowych zwracam szczególną uwagę na miejsce na wejście i wyjście narzędzia. Jeśli łuk jest zbyt krótki albo wiór nie ma gdzie uciec, łatwo o zadzior, przegrzanie lub pogorszenie jakości pierwszych zwojów. A skoro cykl zależy od narzędzia, następny krok to już jego dobór.
Jak dobrać narzędzie do geometrii i materiału
Dobór frezu zaczynam od pytania, co w tej operacji ma być ważniejsze: szybkość, elastyczność czy odporność na trudny materiał. W produkcji seryjnej często wygrywa narzędzie dopasowane do jednego skoku, ale w zakładzie, który robi różne detale na tej samej maszynie, większą wartość ma uniwersalność i prostsze zarządzanie magazynem narzędzi.
| Typ narzędzia | Kiedy ma sens | Największa zaleta | Ograniczenie |
|---|---|---|---|
| Frez pełnoprofilowy z węglika | Gdy skok jest stały, a liczy się wysoka powtarzalność profilu | Dobra jakość zarysu i szybki cykl | Jest związany z konkretnym skokiem |
| Frez jednopłaszczyznowy | Gdy potrzebuję większej elastyczności programu i różnych średnic | Jedno narzędzie może obsłużyć wiele wariantów gwintu | Zwykle wymaga bardziej rozbudowanego programu i czasem kilku przejść |
| Frez z płytkami | Gdy obrabiam różne materiały i średnice na tej samej maszynie | Łatwiejsze zarządzanie narzędziami i korzystny koszt magazynowania | Wymaga dobrej stabilności i poprawnie ustawionego systemu mocowania |
W praktyce doceniam też to, że frezowanie gwintu potrafi obsłużyć zarówno lewy, jak i prawy gwint oraz różne tolerancje bez ciągłego wymieniania całego zestawu narzędzi. Przy jednej grupie detali to ogromna oszczędność czasu, przy drugiej po prostu sposób na uniknięcie pomyłek. Jeśli miałbym to uprościć do jednego zdania, powiedziałbym tak: im większa zmienność produkcji, tym bardziej opłaca się elastyczne narzędzie.
Dobór narzędzia nie rozwiązuje jednak wszystkiego. O jakości profilu decydują jeszcze parametry skrawania i sposób wejścia w materiał, a to właśnie tam najczęściej ujawniają się błędy ustawień.
Parametry, które decydują o jakości gwintu
Największy błąd początkujących polega zwykle na założeniu, że wystarczy „wgrać program” i wszystko samo się dopasuje. W rzeczywistości liczą się drobiazgi: średnica otworu wstępnego, korekta promienia, sposób wejścia w materiał, posuw i odprowadzanie wiórów. Jeśli którykolwiek z tych elementów jest źle ustawiony, gwint potrafi wyjść poprawny tylko na pierwszy rzut oka.
| Parametr | Na co patrzę | Co psuje efekt |
|---|---|---|
| Otwór wstępny | Dobieram go do średnicy i materiału, żeby frez nie był przeciążony | Zbyt mały otwór daje nadmierne obciążenie i gorszy zarys |
| Wejście i wyjście | Stosuję płynny łuk, bez gwałtownego najazdu | Szarpnięcie zostawia ślady i potrafi zbić dokładność pierwszych zwojów |
| Posuw | Ustawiam go tak, by wiór był stabilny i nie przegrzewał krawędzi | Za wysoki posuw podnosi ryzyko drgań, za niski może pogorszyć jakość powierzchni |
| Chłodzenie i wiór | Dbam o skuteczne usuwanie wióra z otworu | Zalegający wiór psuje powierzchnię i zwiększa ryzyko zadziorów |
| Dodatkowy przejazd wykańczający | Stosuję go w trudniejszych materiałach lub przy wysokich wymaganiach tolerancyjnych | Brak takiego przejazdu może zostawić drobne odchyłki po pierwszym skrawaniu |
| Kontrola | Sprawdzam gwint sprawdzianem, pierścieniem lub wzornikiem | Pomiar „na oko” daje fałszywe poczucie bezpieczeństwa |
W materiałach trudnoskrawalnych, takich jak nierdzewka czy tytan, często przydaje się dodatkowy przejazd wykańczający, ale nie traktuję go jako reguły. To decyzja zależna od sztywności układu, klasy narzędzia i tego, jak zachowuje się wiór. Przy elementach złącznych ma to znaczenie szczególne, bo nawet niewielka wada w profilu gwintu potrafi później utrudnić montaż śruby albo pogorszyć trwałość połączenia.
Skoro wiadomo już, co wpływa na jakość, pozostaje najważniejsze pytanie praktyczne: kiedy ta metoda faktycznie wygrywa z klasycznym gwintownikiem, a kiedy nie ma sensu komplikować procesu.
Kiedy lepiej wybrać gwintownik, a kiedy frez
Nie mam potrzeby udowadniać, że jedna metoda wygrywa zawsze. W prostych, powtarzalnych seriach gwintownik nadal bywa szybszy i tańszy w uruchomieniu. Jeśli jednak detal jest drogi, materiał trudny, a dostęp do otworu ograniczony, wtedy frezowanie daje mi więcej kontroli i mniej stresu.
| Kryterium | Gwintownik | Frez do gwintów |
|---|---|---|
| Szybkość w prostych seriach | Zwykle szybszy | Zazwyczaj wolniejszy, ale bardziej elastyczny |
| Ryzyko awarii | Wyższe, bo złamany gwintownik bywa trudny do usunięcia | Niższe, a narzędzie można zwykle bezpiecznie wycofać |
| Trudne materiały | Wymaga większej ostrożności | Często lepiej radzi sobie z nierdzewką, tytanem i materiałami problematycznymi |
| Cienkie ścianki i mało miejsca | Bywa ryzykowny | Najczęściej bezpieczniejszy wybór |
| Elastyczność średnic i tolerancji | Ograniczona | Duża, bo korekty wprowadza się głównie programowo |
| Wymagania maszyny | Mogą być niższe | Wymaga CNC z bardzo dobrą interpolacją i stabilnym mocowaniem |
Jeżeli obrabiam prosty otwór w miękkiej stali i robię duży wolumen, gwintownik nadal ma sens. Jeżeli jednak pracuję nad korpusem z nierdzewki, otwór jest blisko krawędzi, a każdy błąd oznacza drogi brak, wybór jest dla mnie prosty. Właśnie w takich sytuacjach ta metoda pokazuje swoją przewagę: nie tylko robi gwint, ale też ogranicza koszt ryzyka.
To prowadzi do ostatniej, bardzo praktycznej części: zanim puści się pierwszą sztukę, trzeba jeszcze sprawdzić kilka punktów na maszynie i w programie.
Co sprawdzić na maszynie, zanim pierwszy detal trafi do odbioru
Gdybym miał zrobić krótki checklist przed produkcją, wyglądałby on bardzo prosto. Nie chodzi o przesadę, tylko o usunięcie błędów, które później kosztują najwięcej czasu.
- Sprawdzam średnicę otworu wstępnego i głębokość roboczą.
- Weryfikuję kierunek gwintu, skok i kompensację w programie.
- Kontroluję sztywność oprawki oraz mocowanie detalu.
- Patrzę, czy wiór ma realną drogę ucieczki z otworu.
- Po pierwszej sztuce potwierdzam wymiar sprawdzianem, a nie tylko pomiarem orientacyjnym.
Jeśli mam zostawić jedną praktyczną zasadę, to tę: najpierw oceniaj ryzyko dla detalu, dopiero potem czas cyklu. Przy gwintach w elementach złącznych to właśnie bezpieczeństwo procesu, powtarzalność i kontrola jakości najczęściej decydują o opłacalności. Dobrze ustawiony proces daje nie tylko poprawny gwint, ale też spokojną produkcję bez niepotrzebnych strat.