Planowanie materiałowe w SAP jest jednym z tych obszarów, które z pozoru wyglądają na czystą automatykę, a w praktyce decydują o terminowości produkcji, poziomie zapasów i jakości decyzji zakupowych. W tym artykule pokazuję, jak działa SAP MRP, czym różni się klasyczne planowanie od MRP Live, jakie dane muszą być poprawnie utrzymane oraz gdzie najczęściej pojawiają się błędy. To temat szczególnie ważny dla firm produkcyjnych i dystrybucyjnych, bo dobrze skonfigurowane planowanie potrafi ograniczyć zarówno braki materiałowe, jak i nadmiarowy zapas.
Najkrócej: planowanie MRP porządkuje zapas, popyt i propozycje zaopatrzenia
- MRP wylicza, czego brakuje po uwzględnieniu popytu, zapasu i otwartych dostaw.
- Wynikiem nie jest „gotowy plan idealny”, tylko propozycje zleceń produkcyjnych, zamówień lub przesunięć.
- W SAP S/4HANA coraz większe znaczenie ma MRP Live, bo działa szybciej na bazie HANA.
- Najczęstsze problemy wynikają nie z algorytmu, lecz z danych podstawowych, BOM-ów i czasów realizacji.
- Jeśli chcesz mieć sensowne wyniki, musisz pilnować nie tylko uruchomienia planowania, ale też jego jakości po stronie master data.
Czym jest planowanie MRP i dlaczego nie sprowadza się do generowania zamówień
W dokumentacji SAP Help Portal planowanie materiałowe opisane jest jako mechanizm, którego celem jest zapewnienie dostępności materiałów na czas. To ważne, bo w praktyce chodzi nie tylko o tworzenie propozycji zakupu czy produkcji, ale o sterowanie całym balansem między popytem, zapasem i dostępnością komponentów. Jeśli system działa poprawnie, planista nie musi zgadywać, czego zabraknie za trzy dni albo za dwa tygodnie - dostaje wyliczenie oparte na danych wejściowych.
W uproszczeniu MRP odpowiada na trzy pytania: co trzeba kupić, co trzeba wyprodukować i kiedy trzeba to uruchomić. Dla materiałów zależnych od struktury BOM system rozchodzi zapotrzebowanie w dół drzewa materiałowego, a dla pozycji kupowanych bierze pod uwagę zapasy, otwarte przyjęcia i parametry zaopatrzenia. To jest właśnie różnica między ręcznym „patrzeniem na stan magazynu” a uporządkowanym planowaniem w ERP.
Warto też pamiętać, że SAP rozróżnia klasyczne planowanie materiałowe i master production scheduling, czyli planowanie wybranych wyrobów lub kluczowych zespołów w osobnym trybie. Dla czytelnika oznacza to jedno: MRP nie jest jednym, zamkniętym algorytmem, tylko zestawem reguł zależnych od typu materiału, procesu i poziomu szczegółowości planowania. To prowadzi nas do pytania, jak ten przebieg wygląda od strony systemu.
Jak przebiega planowanie w systemie krok po kroku
Ja zwykle patrzę na MRP jak na sekwencję czterech etapów: system zbiera dane, porównuje zapotrzebowanie z dostępną podażą, przelicza niedobory i generuje propozycje działań. W SAP nie dzieje się to „z powietrza” - przebieg zaczyna się od listy materiałów relewantnych do planowania, czyli od tego, co faktycznie ma zostać wzięte do kalkulacji. To dlatego tak ważny jest planning file i poprawne oznaczenie materiału jako planowalnego.
| Etap | Co robi system | Co widzi planista |
|---|---|---|
| Dane wejściowe | Odczytuje popyt, stany magazynowe, zamówienia, zlecenia i parametry materiału | Źródła zapotrzebowania i dostępności |
| Net requirements calculation | Wylicza rzeczywisty niedobór po uwzględnieniu dostaw i zapasu | Braki lub nadwyżki w konkretnych terminach |
| Dobór wielkości partii | Stosuje regułę lot sizing, zapas bezpieczeństwa, zaokrąglenia i czasy | Wielkość planowanego zlecenia lub zamówienia |
| Propozycje zaopatrzenia | Tworzy planned orders, purchase requisitions lub inne propozycje | Lista działań do zatwierdzenia lub dalszego przetworzenia |
W praktyce ten sam przebieg może dawać zupełnie inne efekty, jeśli materiał ma błędnie ustawione czasy realizacji, zły typ zaopatrzenia albo niepoprawny BOM. Dlatego dobry wynik MRP nie zaczyna się od uruchomienia transakcji, tylko od przygotowania danych. I właśnie tu pojawia się różnica między klasycznym planowaniem a nowszym podejściem w S/4HANA.
Classic MRP i MRP Live nie są tym samym
MRP Live w SAP S/4HANA został zaprojektowany jako szybszy przebieg planowania na bazie HANA. SAP Learning zwraca uwagę, że ten wariant potrafi przeliczać braki i generować propozycje zaopatrzenia w jednej procedurze bazy danych, co ogranicza transfer danych i przyspiesza cały proces. W dużych instalacjach to robi różnicę bardzo szybko - szczególnie wtedy, gdy planowanie uruchamiasz często i na dużej liczbie materiałów.
| Obszar | Classic MRP | MRP Live |
|---|---|---|
| Silnik | Klasyczny przebieg aplikacyjny | Wykonanie zoptymalizowane pod HANA |
| Wydajność | Wystarczająca przy mniejszych wolumenach, słabsza przy dużych przebiegach | Zwykle wyraźnie lepsza przy dużej liczbie materiałów i częstych uruchomieniach |
| Rozszerzenia i logika niestandardowa | Zazwyczaj większa zgodność z historycznymi scenariuszami | Nie każda logika działa identycznie; część BAdI nie jest przetwarzana dla materiałów planowanych całkowicie w HANA |
| Praktyczne zastosowanie | Starsze instalacje, scenariusze z nietypową logiką | S/4HANA, większy wolumen danych, częste przebiegi planowania |
To nie jest proste „stare kontra nowe”. W wielu firmach oba podejścia funkcjonują obok siebie, bo część materiałów lub rozszerzeń nadal wymaga klasycznej ścieżki. Jeśli planujesz migrację albo już pracujesz w S/4HANA, musisz więc patrzeć nie tylko na prędkość, ale też na to, które wyjątki biznesowe system naprawdę obsługuje. Kolejny krok to dane podstawowe, bez których nawet najszybszy silnik niczego sensownego nie wyliczy.
Jakie dane muszą być dopięte, zanim system zacznie proponować zakupy
Najczęściej błędy w planowaniu nie wynikają z „wadliwego MRP”, tylko z tego, że dane podstawowe są niepełne albo logicznie sprzeczne. Ja zawsze zaczynam od materiału, potem sprawdzam strukturę wyrobu, a dopiero na końcu wyglądam na reguły zaopatrzenia. To oszczędza czas, bo system może być poprawnie skonfigurowany, ale jeśli brakuje BOM-u lub lead time jest z kosmosu, wynik i tak będzie bezużyteczny.
Dane podstawowe materiału
Tu kluczowe są: typ MRP, typ zaopatrzenia, wielkość partii, zapas bezpieczeństwa, czas planowania i planowany czas dostawy. Jeśli materiał jest planowany pod zamówienie klienta, a nie pod magazyn, ustawienia muszą odzwierciedlać ten model. Inaczej system będzie tworzył propozycje, które wyglądają poprawnie na ekranie, ale nie mają sensu operacyjnego.
Struktura BOM i czasy realizacji
Bez poprawnej struktury BOM planowanie nie rozbije zapotrzebowania na komponenty. To szczególnie ważne przy produkcji wielopoziomowej, bo nawet drobny błąd na górnym poziomie potrafi zafałszować plan dla wielu niższych pozycji. Tak samo działają czasy - jeśli routing, lead time albo czas zakupowy są zaniżone, MRP będzie spóźnione już na etapie matematyki.
Przeczytaj również: Dynamics NAV - Czy to koniec? Migracja do Business Central
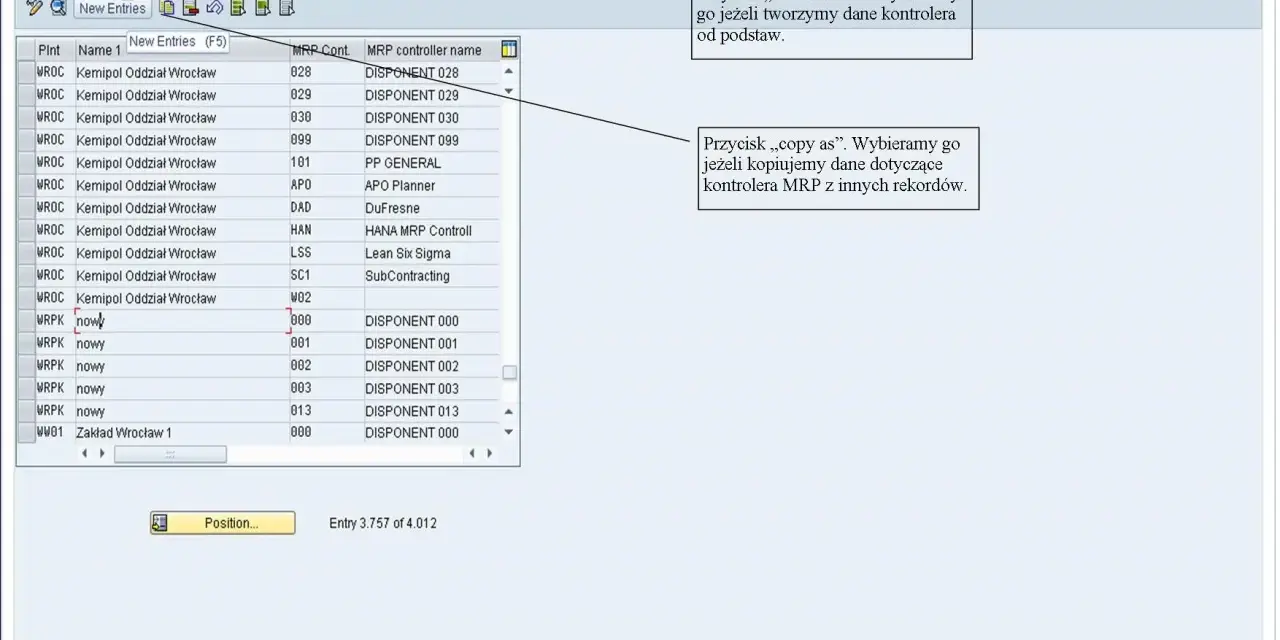
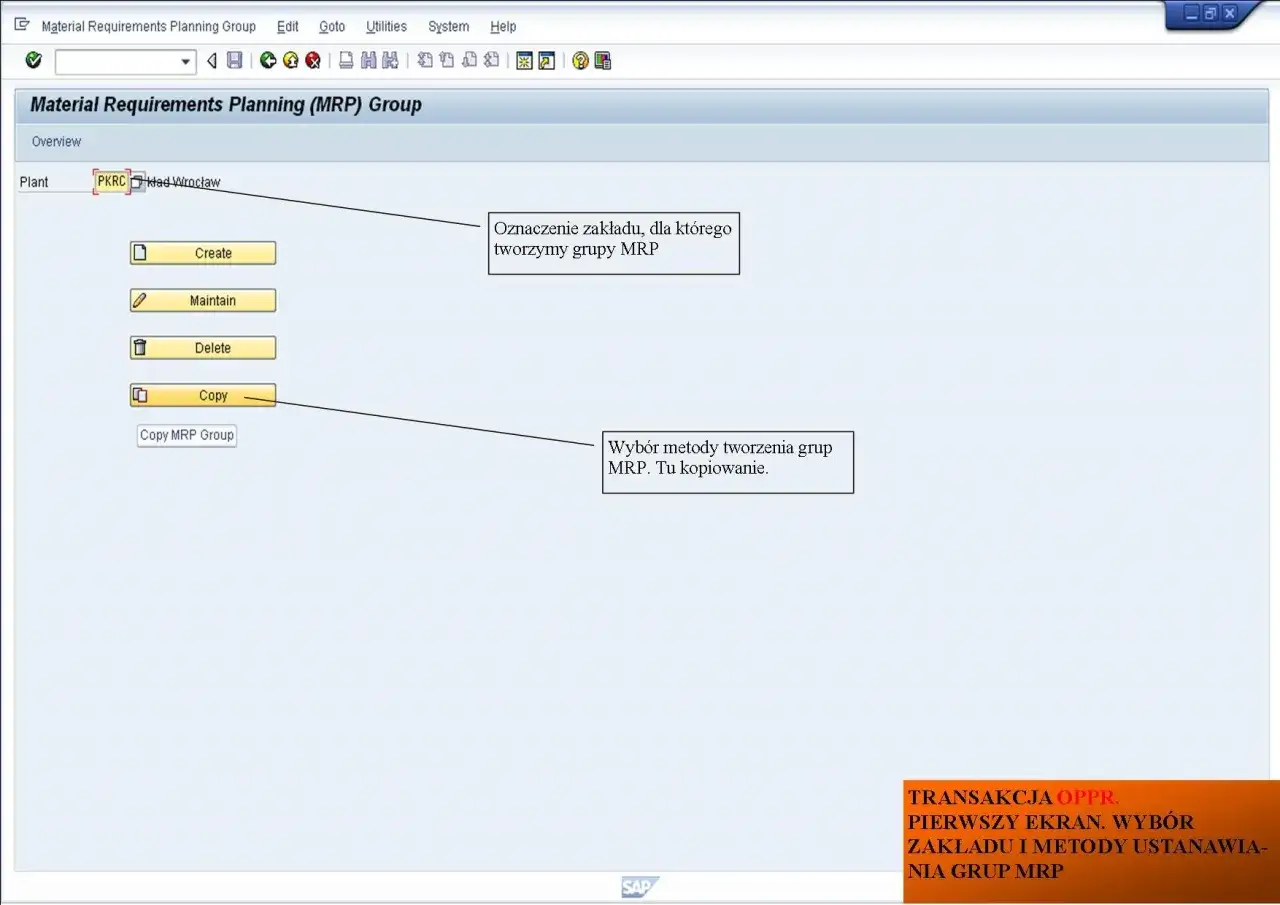
Obszary planistyczne i źródła zaopatrzenia
W SAP istnieje też pojęcie MRP area, czyli obszaru, dla którego planowanie odbywa się niezależnie. Może to być cały zakład, ale też jego fragment, na przykład wybrany magazyn lub obszar produkcyjny. To przydatne tam, gdzie jedna lokalizacja nie powinna „pożerać” zapasu drugiej. Do tego dochodzą źródła zaopatrzenia, takie jak source list, quota arrangement czy ustalone dostawy od konkretnego dostawcy.
W praktyce dobrze utrzymane dane robią większą różnicę niż sam wybór transakcji. Gdy te fundamenty są słabe, pojawiają się typowe objawy, które na pierwszy rzut oka wyglądają jak problem systemowy.
Najczęstsze błędy, które fałszują wynik planowania
Jeśli planowanie nie tworzy propozycji albo tworzy je w złych ilościach, ja najpierw sprawdzam trzy rzeczy: czy materiał jest w ogóle relewantny do planowania, czy ma wpis w planning file i czy nie blokują go dane podstawowe. To zwykle szybciej prowadzi do przyczyny niż oglądanie samego rezultatu. SAP ma też widoki błędów danych podstawowych i logi uruchomień, więc warto korzystać z tych śladów zamiast zgadywać.
- Brak propozycji mimo popytu - często winny jest zły typ MRP, brak wpisu w planning file albo brak aktywnego zapotrzebowania.
- Zbyt duże lub zbyt małe zamówienie - zwykle problem leży w lot sizing, zaokrągleniach, zapasie bezpieczeństwa albo scrapie.
- Spóźnione propozycje - najczęściej zbyt krótki lead time lub błędny kalendarz roboczy.
- Inne wyniki po przejściu na MRP Live - trzeba sprawdzić, czy materiał nie trafia do klasycznego przebiegu albo czy nie działa logika, której MRP Live nie obsługuje w pełni.
- „Znikające” komponenty - zwykle błędna struktura BOM albo niepoprawne przypisanie komponentu do poziomu planowania.
W systemach konwertowanych z ECC do S/4HANA szczególnie często wracają tematy obszarów MRP i historycznych wpisów planistycznych. To nie jest efekt uboczny kosmetyczny - takie rozjazdy potrafią zmienić wynik całego przebiegu. Gdy wiemy już, co psuje plan, trzeba uczciwie powiedzieć, kiedy samo MRP po prostu nie wystarcza.
Kiedy MRP pomaga, a kiedy potrzebujesz czegoś więcej
MRP świetnie sprawdza się tam, gdzie trzeba policzyć zależności materiałowe, rozbić popyt na komponenty i utrzymać rytm zakupów lub produkcji. Działa dobrze przy produkcji seryjnej, powtarzalnym popycie, planowaniu pod forecast i przy procesach, w których BOM jest dość stabilny. W takich warunkach daje przejrzystość i ogranicza ręczne liczenie.
Słabiej radzi sobie tam, gdzie decyzję ogranicza pojemność maszyn, narzędzi lub ludzi. MRP nie jest pełnym systemem finite capacity scheduling i nie rozwiązuje samo z siebie konfliktów między terminem materiałowym a realnym obciążeniem gniazda. Jeśli masz środowisko make-to-order, dużo projektów niestandardowych albo zmienny popyt z krótkim wyprzedzeniem, planowanie materiałowe trzeba zwykle połączyć z innymi metodami: S&OP, APS, symulacją obciążeń albo lepszym forecastem.
W skrócie: MRP odpowiada na pytanie o dostępność materiałów, ale nie załatwia całego problemu planowania produkcji. To ważne rozróżnienie, bo wiele rozczarowań bierze się z oczekiwania, że system zrobi za firmę cały biznesowy plan. Z tego wynika kolejna rzecz: wdrażając planowanie, trzeba je ustawić rozsądnie, a nie tylko „włączyć”.
Jak wdrażać planowanie bez chaosu w produkcji
Jeśli miałbym wskazać jedną zasadę wdrożeniową, powiedziałbym tak: zacznij od małego, ale zrób to porządnie. Nie uruchamia się całego zakładu jednym kliknięciem i nie oczekuje, że wyniki będą dobre od pierwszego dnia. Ja zaczynam od wybranego zakładu, grupy materiałów albo jednego strumienia produkcyjnego, a potem dopiero rozszerzam zakres.
- Ustal, które materiały mają być planowane codziennie, a które mogą mieć rzadszy cykl.
- Wyprostuj BOM-y, czasy realizacji i parametry zaopatrzenia przed startem produkcyjnym.
- Przydziel odpowiedzialność za wyjątki - ktoś musi analizować komunikaty, a nie tylko generować plan.
- Ustal proste KPI: poziom braków, liczba wyjątków, czas przebiegu planowania i poziom zapasu.
- Porównaj wyniki klasycznego przebiegu i MRP Live na reprezentatywnych materiałach, zanim przełączysz całość.
W dobrze prowadzonych firmach planowanie nie jest jednorazowym projektem, tylko rytuałem operacyjnym. Część materiałów warto planować codziennie, szczególnie gdy mają krótki lead time lub wysoką zmienność, a stabilniejsze grupy mogą iść w rytmie tygodniowym. Taki podział jest prosty, ale zwykle skuteczniejszy niż jedna sztywna częstotliwość dla wszystkiego. Na końcu zostaje jeszcze sprawdzenie kilku rzeczy, które decydują o tym, czy wynik planowania można w ogóle uznać za wiarygodny.
Zanim uznasz wynik za wiarygodny, sprawdź te rzeczy jeszcze raz
Przed pierwszym stabilnym cyklem planowania zawsze sprawdzam pięć punktów: czy BOM jest kompletny, czy czasy są realistyczne, czy zapas bezpieczeństwa ma sens, czy dane źródłowe są aktualne i czy log uruchomienia nie pokazuje wyjątków. To nie są detale administracyjne. To są warunki, bez których planowanie zaczyna produkować szum zamiast decyzji.
Jeśli te elementy są dopięte, SAP MRP staje się naprawdę użytecznym narzędziem - nie tylko do obliczania braków, ale do utrzymania dyscypliny w zakupach, produkcji i zapasach. W praktyce właśnie to daje największą wartość: nie sam raport po przebiegu, lecz przewidywalność całego procesu. I to jest moment, w którym planowanie materiałowe przestaje być funkcją systemu, a zaczyna być realnym wsparciem operacji.