System ERP w firmie produkcyjnej ma sens tylko wtedy, gdy naprawdę porządkuje codzienną pracę: od przyjęcia zamówienia, przez planowanie materiałów i zleceń, po rozliczenie kosztów i śledzenie partii. Właśnie dlatego dobry wybór nie sprowadza się do listy modułów, ale do tego, czy oprogramowanie pasuje do sposobu wytwarzania, skali zakładu i poziomu integracji z IT. Poniżej rozbijam temat na to, co najważniejsze z perspektywy produkcji, wdrożenia i decyzji zakupowej.
Najważniejsze rzeczy do zapamiętania o ERP w produkcji
- System ma odzwierciedlać realny proces, a nie zmuszać halę do pracy pod ekran.
- Największą różnicę robią: MRP, harmonogramowanie, BOM, marszruty, kontrola jakości i integracja z magazynem lub MES.
- Wybór powinien wynikać z typu produkcji, liczby integracji i dojrzałości danych, nie tylko z marki dostawcy.
- Wdrożenie zwykle trwa od 3 do 18 miesięcy, a budżet waha się od kilkudziesięciu tysięcy do ponad 1 mln zł, zależnie od skali.
- ERP nie naprawi chaosu sam z siebie; jeśli dane podstawowe są złe, system tylko szybciej pokaże problem.
Jak system ERP porządkuje produkcję od zamówienia do wysyłki
W firmie produkcyjnej ERP jest czymś więcej niż repozytorium dokumentów. To centralny układ, który łączy sprzedaż, zakupy, magazyn, technologię, planowanie, kontrolę jakości i finanse w jeden przepływ informacji. Dzięki temu jedna decyzja, na przykład zmiana terminu dostawy albo korekta receptury, nie zostaje w jednym dziale, tylko od razu wpływa na cały łańcuch działań.
Najprościej myśleć o tym tak: system przechowuje zlecenie produkcyjne, czyli informację co i kiedy trzeba wytworzyć, BOM czyli listę materiałową, oraz marszrutę, czyli kolejność operacji. Do tego dochodzą stany magazynowe, rezerwacje surowców, partie, numery seryjne i rozliczenie kosztów. Jeśli któryś z tych elementów jest rozjechany z rzeczywistością, plan zaczyna działać na założeniach, a nie na faktach.
To właśnie dlatego dwa zakłady z tej samej branży mogą potrzebować zupełnie innego podejścia. Produkcja na zamówienie wymaga elastycznych konfiguracji wyrobu i szybkiej zmiany planu, seryjna bardziej opiera się na MRP i powtarzalności, a procesowa potrzebuje ścisłej kontroli partii, receptur i jakości. Ja zawsze zaczynam od pytania, jaki model wytwarzania ma firma, bo dopiero potem ma sens rozmowa o module, licencji i wdrożeniu. Kiedy to jest jasne, łatwiej zobaczyć, gdzie system daje realną przewagę, a gdzie tylko ładnie wygląda w prezentacji.
Jakie problemy usuwa w codziennej pracy
Największa wartość ERP zwykle nie polega na tym, że ktoś widzi nowy ekran. Chodzi o to, że znika rozproszenie informacji, a zespół przestaje pracować na kilku wersjach prawdy naraz. W praktyce widać to bardzo szybko w pięciu obszarach, które najczęściej blokują produkcję.
| Problem | Co robi system | Efekt dla zakładu |
|---|---|---|
| Ręczne planowanie w arkuszach | Łączy zlecenia, materiały i zdolności produkcyjne | Mniej błędów i mniej gaszenia pożarów |
| Braki materiałowe | Liczy zapotrzebowanie MRP i rezerwuje surowce | Niższe ryzyko przestojów |
| Brak śledzenia partii | Rejestruje partie, numery seryjne i ruch materiału | Łatwiejsza reklamacja i lepsza zgodność jakościowa |
| Rozproszone dane o kosztach | Łączy robociznę, zużycie, odpady i narzuty | Lepszy controlling i mniej złudzeń co do marży |
| Zmiany technologiczne bez kontroli | Wersjonuje BOM i marszruty | Mniej pomyłek na hali i mniej wyrobów niezgodnych |
W tym miejscu często pojawia się złudzenie, że sam zakup rozwiąże problem organizacyjny. Nie rozwiąże, jeśli firma nie zna własnych procesów. ERP porządkuje pracę, ale nie zastępuje dyscypliny operacyjnej, a to ważna granica. Jeśli jednak procesy są opisane i dane są spójne, system zaczyna realnie skracać czas reakcji i zmniejszać liczbę decyzji podejmowanych „na czuja”. To prowadzi wprost do pytania, które funkcje faktycznie warto kupić, a które są tylko dodatkiem marketingowym.
Które funkcje są naprawdę krytyczne
Nie każdy moduł wnosi tyle samo. Jeśli patrzę na system dla zakładu produkcyjnego, sprawdzam najpierw siedem obszarów, bo to one najczęściej decydują, czy oprogramowanie będzie codziennym narzędziem pracy, czy tylko drogim repozytorium danych.
| Funkcja | Dlaczego jest ważna | Na co uważać |
|---|---|---|
| MRP | Planowanie potrzeb materiałowych, czyli wyliczanie co i kiedy trzeba kupić lub pobrać z magazynu | Bez aktualnych BOM i stanów magazynowych MRP będzie generował błędne propozycje |
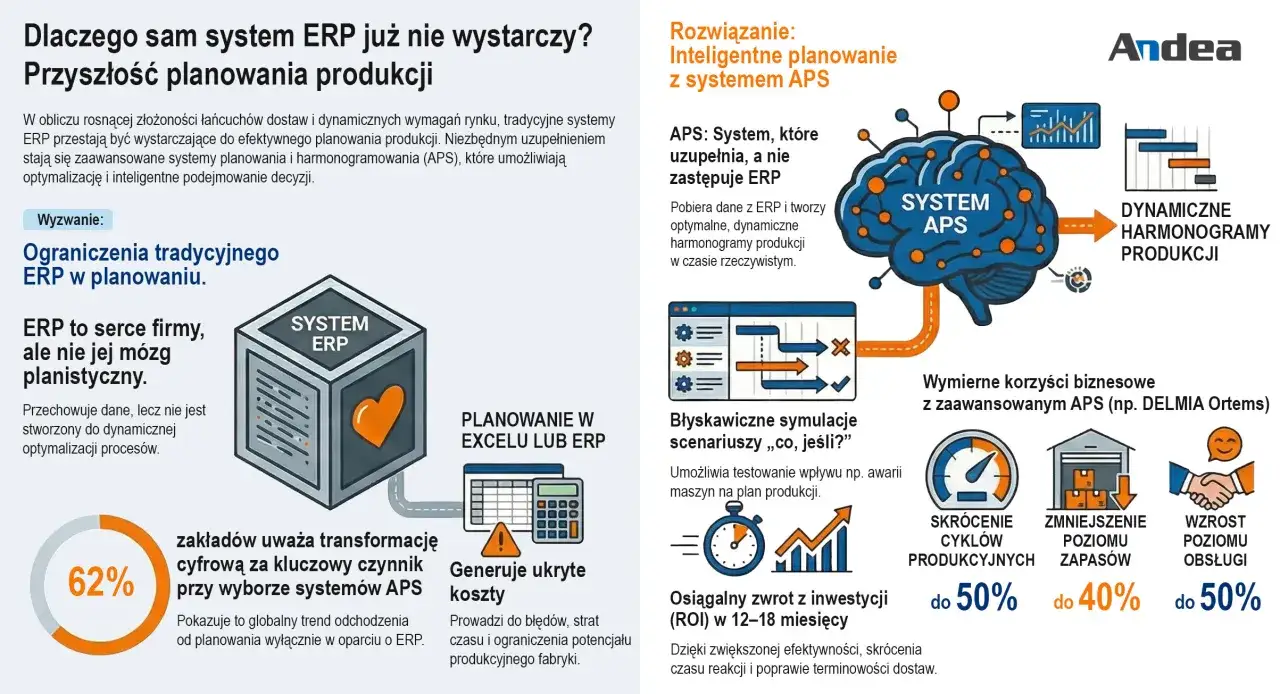
| APS | Zaawansowane planowanie i harmonogramowanie z uwzględnieniem ograniczeń maszyn, ludzi i przezbrojeń | Jeśli dane o czasach i wydajnościach są słabe, plan będzie tylko „teoretycznie dobry” |
| Traceability | Identyfikowalność partii i numerów seryjnych od przyjęcia materiału do wysyłki | To musi obejmować cały przepływ, a nie tylko końcowy produkt |
| WMS lub integracja z magazynem | Spójny ruch materiałów, lokalizacji i kompletacji | Jeśli magazyn żyje osobno, powstaną rozbieżności między systemem a halą |
| MES | Rejestracja wykonania na hali, przestojów, postępu i realnych czasów | ERP sam w sobie nie pokazuje każdej sekundy pracy stanowiska |
| Kontrola jakości | Obsługa pomiarów, niezgodności, blokad partii i dokumentacji jakościowej | W branżach regulowanych to nie dodatek, tylko wymóg operacyjny |
| Controlling produkcyjny | Rozliczenie materiałów, pracy, odpadu i narzutów | Bez tego marża bywa bardziej przypuszczeniem niż wynikiem |
W 2026 roku coraz mocniej liczą się też integracje API, bezpieczny dostęp zdalny i analityka w czasie rzeczywistym. W praktyce oznacza to, że dobry system nie zamyka danych w swojej bazie, tylko bez problemu łączy się z maszynami, BI, e-commerce, WMS albo narzędziami kontroli jakości. Jeśli dostawca nie potrafi pokazać takiej współpracy na konkretnym scenariuszu, traktuję to jako sygnał ostrzegawczy. Gdy lista funkcji jest już jasna, można przejść do trudniejszego pytania, czyli jak wybrać właściwy model dla konkretnego zakładu.
Jak wybrać system do konkretnego typu zakładu
Ja zaczynam od modelu produkcji, nie od brandu. To prostsze i zwykle skuteczniejsze, bo inaczej łatwo kupić rozwiązanie „dobrze wyglądające”, ale niedopasowane do skali, zmienności i sposobu pracy firmy.
| Scenariusz | Co zwykle działa najlepiej | Ryzyko, jeśli wybór będzie chybiony |
|---|---|---|
| Produkcja na zamówienie | System z mocnym BOM, konfiguracją wyrobu i elastycznymi marszrutami | Sztywne szablony i zbyt uproszczone planowanie |
| Produkcja seryjna | Silne MRP, dobra gospodarka magazynowa i harmonogramowanie | Nadmiar manualnej pracy przy zmianach planu |
| Produkcja procesowa | Obsługa receptur, partii, parametrów jakościowych i odpadów | Brak śledzenia surowca i problem z reklamacjiami |
| Mały zakład z prostą strukturą | System chmurowy lub branżowy ERP z gotowymi procesami | Przepłacenie za funkcje, których firma nie wykorzysta |
| Zakład z własnym IT i wieloma integracjami | Wdrożenie on-premise lub hybrydowe z mocnym wsparciem API | Problemy z utrzymaniem, gdy wszystko opiera się na jednym dostawcy |
Na etapie wyboru zadaję też kilka prostych pytań, które szybko odsiewają słabsze oferty. Czy system obsłuży warianty i zamienniki? Czy da się odwzorować rzeczywiste czasy operacji i przezbrojeń? Jak wygląda migracja danych i test scenariuszy brzegowych? Co jest standardem, a co wymaga kosztownych zmian? Czy dostawca ma referencje z podobnej branży, nie tylko z „jakiejkolwiek produkcji”? Takie pytania są ważniejsze niż błyszczące demo, bo pokazują, czy rozwiązanie wytrzyma codzienność, a nie tylko prezentację sprzedażową. Kiedy ten filtr działa, można bezpieczniej przejść do wdrożenia, które zwykle decyduje o sukcesie całego projektu.
Jak wygląda wdrożenie i gdzie firmy najczęściej tracą czas
Największy błąd polega na potraktowaniu wdrożenia jak instalacji programu. To nie jest instalacja, tylko projekt biznesowy, organizacyjny i technologiczny naraz. Z mojego doświadczenia wynika, że najbardziej opłaca się przejść przez niego etapami, zamiast uruchamiać wszystko jednocześnie.
- Najpierw trzeba opisać procesy, nie ekran systemu. Chodzi o to, jak naprawdę przepływa zamówienie, materiał i informacja.
- Później porządkuje się dane podstawowe: kartoteki materiałowe, jednostki miary, BOM, marszruty, indeksy, stany początkowe.
- Dopiero wtedy ma sens konfiguracja systemu i integracje z magazynem, księgowością, maszynami lub BI.
- Następny krok to pilotaż na jednym wydziale, linii albo grupie produktów. To ogranicza ryzyko i szybko pokazuje luki.
- Po testach przychodzi uruchomienie właściwe oraz szkolenia dla planistów, magazynu, produkcji i jakości.
- Na końcu zostaje stabilizacja, poprawki i dopiero potem rozszerzanie zakresu na kolejne obszary.
| Skala projektu | Orientacyjny czas | Orientacyjny budżet |
|---|---|---|
| Mały zakład, jedna lokalizacja, prosta produkcja | 3-6 miesięcy | 30-120 tys. zł |
| Średnia firma, kilka wydziałów, podstawowe integracje | 6-12 miesięcy | 120-500 tys. zł |
| Duży zakład, wiele integracji, traceability, APS lub MES | 9-18 miesięcy | 500 tys.-2 mln zł i więcej |
To są widełki orientacyjne, bo na koszt najmocniej wpływają liczba użytkowników, zakres integracji, migracja danych i skala zmian procesowych. Najczęstsze miejsca, w których projekty się ślimaczą, są zaskakująco powtarzalne: brak jednego właściciela biznesowego, zbyt szeroki zakres pierwszego uruchomienia, niedoszacowanie czyszczenia danych i szkolenia „na szybko”. Dobrze widzę też, jak wiele firm ignoruje testy scenariuszy brzegowych, a potem dziwi się, że system nie radzi sobie z awarią maszyny, pilnym zleceniem albo zamiennikiem materiału. Jeśli te punkty są dopięte, wdrożenie ma dużo większą szansę przejść bez kosztownego chaotycznego etapu. Zostaje jeszcze pytanie, co właściwie zmienia się po uruchomieniu i kiedy sam ERP przestaje wystarczać.
Co realnie zmienia po uruchomieniu i kiedy trzeba pójść dalej
Po dobrym uruchomieniu ERP zmienia przede wszystkim jakość decyzji. Planista szybciej widzi, co jest dostępne, produkcja wie, na czym naprawdę stoi, a zarząd dostaje dane, które da się porównywać z miesiąca na miesiąc. Najczęściej widać poprawę w terminowości, kontroli zapasów, reakcji na braki i rozliczaniu kosztów, a to już jest konkret, nie kosmetyka.
W praktyce warto mierzyć kilka wskaźników od pierwszego dnia: terminowość realizacji zamówień, zgodność planu z wykonaniem, poziom zapasu surowców, czas reakcji na zmianę priorytetu, liczbę braków oraz odsetek niezgodności jakościowych. Jeśli po kilku miesiącach te liczby się nie poprawiają, zwykle problem nie leży w samym systemie, tylko w danych, procesie albo dyscyplinie korzystania. I tu pojawia się ważna granica: ERP porządkuje decyzje, ale nie zastępuje MES, WMS ani APS. Gdy potrzebna jest rejestracja zdarzeń z hali w czasie rzeczywistym, dokładne sterowanie magazynem albo harmonogramowanie z dużą liczbą ograniczeń, trzeba dołożyć specjalistyczne narzędzia zamiast oczekiwać cudów od jednego programu.
Jeśli miałbym wskazać jeden praktyczny punkt startu, wybrałbym opis trzech do pięciu kluczowych procesów i sprawdzenie, czy system potrafi je przejść od zamówienia do wysyłki bez sztucznych obejść. Dobre rozwiązanie nie jest tym, które ma najdłuższą listę funkcji, tylko tym, które najlepiej pasuje do realnej produkcji, dobrze współpracuje z IT i daje zespołowi mniej pracy ręcznej, a więcej kontroli nad tym, co naprawdę dzieje się na zakładzie.