
Gwintownik to z pozoru proste narzędzie, ale w praktyce od jego doboru zależy tempo pracy, jakość gwintu i ryzyko uszkodzenia detalu. Najpierw trzeba rozróżnić rodzaje gwintowników, a dopiero potem dopasować je do otworu, materiału i sposobu obróbki. W tym tekście pokazuję, jak czytać ten podział, czym różni się gwintowanie skrawające od wygniatania i na co patrzeć, żeby nie kupić narzędzia, które dobrze wygląda tylko w katalogu.
Najpierw dobierz typ gwintownika do otworu, materiału i serii
- Otwór przelotowy i nieprzelotowy wymagają innej geometrii narzędzia.
- Gwintowanie skrawające i wygniatanie działają na innej zasadzie, więc nie mają tych samych wymagań.
- W materiałach plastycznych wygniatanie bywa szybsze, ale potrzebuje dokładnego otworu i dobrego smarowania.
- W gwintach metrycznych najczęściej spotkasz profil M i tolerancję 6H.
- Przy produkcji seryjnej liczą się nie tylko trwałość, ale też odprowadzanie wióra i stabilność procesu.
Najważniejsze typy gwintowników i kiedy po nie sięgnąć
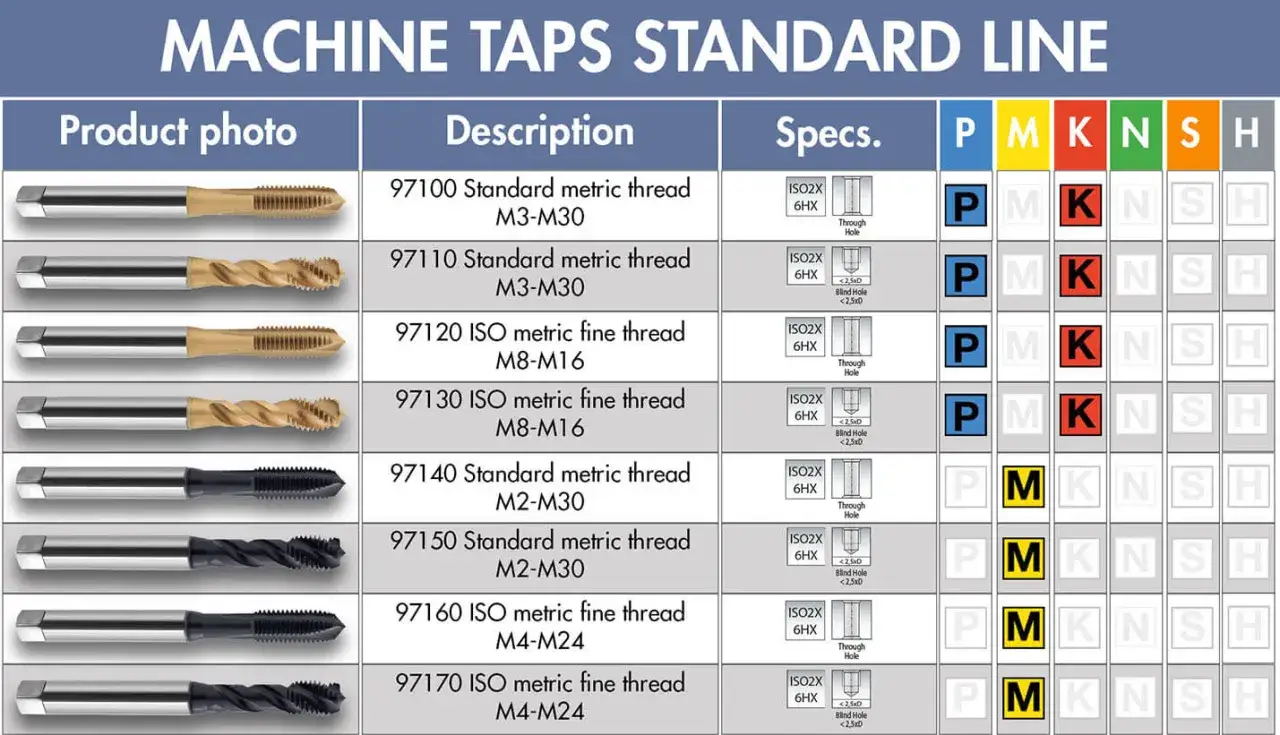
W praktyce patrzę na gwintownik nie jak na jeden uniwersalny przyrząd, tylko jak na narzędzie dobrane do konkretnej drogi wióra albo do samego kształtowania materiału. W materiałach Sandvik Coromant podział jest prosty: są gwintowniki z prostymi rowkami wiórowymi, z rowkami spiralnymi, z geometrią do otworów przelotowych oraz gwintowniki do formowania.
| Typ | Gdzie sprawdza się najlepiej | Co dzieje się z materiałem | Największa zaleta | Kiedy uważać |
|---|---|---|---|---|
| Gwintownik z prostymi rowkami | Uniwersalne zastosowania, mniejsze serie, warsztat | Wiór trafia do rowków i trzeba go kontrolować | Prosta, odporna geometria i szerokie zastosowanie | Gdy wiór ma mało miejsca, łatwiej o zakleszczenie |
| Gwintownik do otworów nieprzelotowych | Otwory zamknięte, gdzie wiór musi wracać do góry | Rowek spiralny pomaga wyciągać wiór z dna otworu | Lepsze odprowadzanie wióra z ciasnej przestrzeni | Wymaga stabilnego prowadzenia i dobrego chłodzenia |
| Gwintownik do otworów przelotowych | Przelot, duża powtarzalność, produkcja maszynowa | Wiór jest wypychany przed narzędzie | Wysoka wydajność i mniejsze ryzyko zalegania wióra | Nie jest to najlepszy wybór do krótkich, ślepych otworów |
| Gwintownik do formowania | Materiały plastyczne, stabilna produkcja, brak miejsca na wiór | Gwint powstaje przez wygniatanie, bez wiórów | Czysty proces i często dłuższa trwałość narzędzia | Nie każdy materiał się nadaje, a otwór musi być bardzo dokładny |
Jeśli miałbym sprowadzić to do jednej zasady, powiedziałbym tak: nie kupuje się „gwintownika do wszystkiego”. Dobre narzędzie jest takie, które pasuje do tego, jak ma się zachować wiór albo jak ma zostać przekształcony materiał. To prowadzi nas prosto do pytania ważniejszego niż sama nazwa narzędzia: czy otwór jest przelotowy, czy zamknięty.
Otwór przelotowy i nieprzelotowy wymagają innej geometrii
W otworze przelotowym wiór ma prostą drogę ucieczki, a w nieprzelotowym zbiera się w dnie i zaczyna przeszkadzać już po kilku obrotach. To dlatego ten sam gwintownik w jednym przypadku pracuje lekko, a w drugim nagle rośnie moment, słychać tarcie i pojawia się ryzyko złamania narzędzia.
Przeczytaj również: Gwint M22 - wymiary, skok, otwory. Uniknij błędów!
Jak czytam nakrój gwintownika
Nakrój to część prowadząca, która stopniowo angażuje kolejne zęby. Im dłuższy nakrój, tym lżej rozkłada się obciążenie, ale narzędzie potrzebuje więcej miejsca. Im krótszy, tym bardziej „ściśnięta” jest strefa skrawania, więc moment rośnie szybciej. W praktyce chodzi więc nie o teorię, tylko o to, ile przestrzeni zostawia geometria detalu.
| Typ nakroju | Charakter | Najlepsze zastosowanie | Co dostajesz |
|---|---|---|---|
| B | Długi | Gdy otwór i materiał pozwalają na spokojniejsze wejście narzędzia | Niższy nacisk na krawędzie, dobra jakość i większa trwałość |
| C | Standardowy | Większość typowych otworów nieprzelotowych | Dobry kompromis między obciążeniem a uniwersalnością |
| E | Krótki | Gdy na dnie otworu jest mało miejsca | Lepsze dopasowanie geometryczne, ale wyższe obciążenie procesu |
Ja patrzę na to bardzo praktycznie: jeśli na dnie otworu brakuje miejsca, krótszy nakrój ratuje sytuację, ale nie robi tego za darmo. Trzeba liczyć się z większym momentem, mocniejszym smarowaniem i bardziej wymagającym ustawieniem osiowym. Gdy ten podział jest jasny, można przejść do najważniejszego wyboru procesowego: skrawanie czy wygniatanie.
Gwintowanie skrawające czy wygniatanie
To jedna z tych decyzji, które naprawdę zmieniają przebieg obróbki. Przy gwintowaniu skrawającym narzędzie zabiera materiał i tworzy wiór. Przy wygniataniu materiał jest plastycznie przemieszczany, więc wiór w ogóle nie powstaje. Brzmi jak szczegół, ale właśnie ten szczegół decyduje o chłodzeniu, trwałości i doborze otworu pod gwint.
| Cecha | Gwintowanie skrawające | Gwintowanie wygniatające |
|---|---|---|
| Wiór | Powstaje i trzeba go bezpiecznie odprowadzić | Nie powstaje |
| Wymagania wobec materiału | Szerszy zakres materiałów, także mniej plastycznych | Potrzebny materiał ciągliwy i podatny na odkształcenie |
| Otoczka procesu | Większa tolerancja na drobne odchyłki, ale wrażliwość na zakleszczenie wióra | Bardzo ważna dokładność otworu i dobre smarowanie |
| Trwałość narzędzia | Zależna od materiału i warunków odprowadzania wióra | Często wyższa, jeśli warunki są dobrze ustawione |
| Jakość gwintu | Bardzo dobra, ale zależna od stabilności procesu | Gładka powierzchnia i brak problemów z wiórami |
| Zastosowanie | Bezpieczny wybór, gdy materiał lub geometria są niepewne | Dobry wybór przy produkcji powtarzalnej i materiałach plastycznych |
Sandvik Coromant podaje, że wygniatanie potrafi być szybsze, może pracować przy głębokich gwintach do 3,5×D i często daje dłuższą trwałość narzędzia, ale tylko wtedy, gdy materiał jest wystarczająco plastyczny, otwór ma odpowiednią średnicę, a smarowanie jest naprawdę dobre. Ja wybieram tę metodę głównie w aluminium, miedzi i stalach, które dobrze „przyjmują” odkształcenie. W żeliwie, materiałach kruchych albo przy słabym chłodzeniu zwykle zostaję przy skrawaniu. Następny krok to już nie sama technika, ale dopasowanie gwintownika do maszyny.
Ręczne, maszynowe i do wrzeciona synchronizowanego
W katalogach narzędziowych spotkasz podział na gwintowniki ręczne, konwencjonalne, dynamiczne i do maszyn z wrzecionem synchronizowanym. To nie jest wyłącznie porządek na półce. Ten podział mówi, jak narzędzie ma współpracować z maszyną i operatorem.
| Grupa | Najlepsze zastosowanie | Co zyskujesz | Na czym tracisz, jeśli dobór jest zły |
|---|---|---|---|
| Ręczne | Serwis, naprawy, prototypy, małe serie | Dużą elastyczność i brak zależności od zaawansowanej maszyny | Większa zależność od operatora i trudniejsze utrzymanie powtarzalności |
| Konwencjonalne | Standardowe obrabiarki i proste cykle produkcyjne | Uniwersalność i rozsądny kompromis między ceną a trwałością | W bardzo wymagających cyklach mogą być po prostu za mało wyspecjalizowane |
| Dynamiczne | Procesy maszynowe, gdzie liczy się stabilność i elastyczność ustawień | Lepsze dopasowanie do bardziej wymagającej produkcji | Bez poprawnych parametrów nie dadzą przewagi, której oczekujesz |
| Do wrzeciona synchronizowanego | CNC, automatyzacja i powtarzalna produkcja | Wysoką powtarzalność i sprawny cykl gwintowania | Wymagają dobrze ustawionej synchronizacji posuwu i obrotów |
W praktyce najwięcej błędów widzę wtedy, gdy ktoś kupuje narzędzie „maszynowe”, ale zakłada, że każda maszyna i każdy cykl zachowają się tak samo. Nie zachowają się. Jeśli masz prostą serię i stabilny materiał, wystarczy porządny gwintownik konwencjonalny. Jeśli natomiast pracujesz na CNC i chcesz powtarzalności, synchronizacja przestaje być dodatkiem, a staje się warunkiem powodzenia. To prowadzi do kolejnego pytania: skąd wiadomo, że sam gwintownik ma właściwe oznaczenia.
Jak czytać oznaczenia, żeby gwintownik pasował do normy
Tu zaczyna się część, którą wielu operatorów traktuje zbyt lekko, a potem dziwi się, że gwint „prawie pasuje”. Oznaczenie mówi o profilu gwintu, tolerancji, normie, a czasem także o kierunku i sposobie pracy narzędzia. W praktyce w Polsce najczęściej spotkasz gwinty metryczne M, a Sandvik Coromant opisuje ISO 2, czyli 6H, jako normalną tolerancję dla gwintów wewnętrznych metrycznych.
| Co sprawdzić | Przykład | Dlaczego to ważne |
|---|---|---|
| Profil gwintu | M, MF, UNC, UNF, G, NPT | Musi zgadzać się z elementem złącznym, inaczej połączenie nie będzie kompatybilne |
| Tolerancja | 6H, 2B, 3B | Decyduje o pasowaniu i o tym, czy gwint będzie zbyt ciasny, czy zbyt luźny |
| Norma wykonania | ISO, DIN, ANSI, JIS | Ma znaczenie przy mieszanej produkcji i częściach importowanych |
| Materiał narzędzia | HSS, HSS-E, węglik spiekany | Wpływa na trwałość, sztywność i odporność na temperaturę |
| Kierunek gwintu | Prawy lub lewy | Brzmi banalnie, ale pomyłka na tym etapie kosztuje cały detal |
| Typ otworu | Przelotowy lub nieprzelotowy | Bez tego łatwo wybrać narzędzie, które będzie po prostu pracowało źle |
Ja zwykle patrzę na te oznaczenia w takiej kolejności: profil, tolerancja, otwór, a dopiero potem materiał narzędzia. Dla gwintów calowych kluczowe bywają klasy 2B i 3B, a dla metrycznych najczęściej wracam do 6H, bo to bezpieczny punkt odniesienia w produkcji ogólnej. Jeśli jednak detal pochodzi z importu albo z mieszanej dokumentacji technicznej, trzeba sprawdzić normę jeszcze zanim narzędzie trafi do uchwytu. Z takim uporządkowaniem łatwiej uniknąć najczęstszych błędów na stanowisku.
Co sprawdzam przed uruchomieniem serii
Zanim puszczę serię na maszynie, robię krótki, ale bezlitosny przegląd. To są rzeczy, które najczęściej decydują o tym, czy gwint będzie powtarzalny, czy będzie się sypał już po kilku detalach:
- potwierdzam, czy otwór jest przelotowy, czy nieprzelotowy;
- sprawdzam profil gwintu i jego tolerancję;
- dobieram średnicę otworu pod gwint osobno dla skrawania i osobno dla wygniatania;
- oceniam materiał detalu i jego podatność na odkształcenie;
- ustawiam właściwe chłodzenie lub smarowanie;
- kontroluję bicie, prowadzenie i stabilność mocowania narzędzia.
Jeśli miałbym zostawić jedną praktyczną zasadę, to tę: gwintownik dobiera się od procesu, nie od samej nazwy. Najpierw patrzę na otwór i zachowanie wióra, potem na materiał i tolerancję, a cenę narzędzia zostawiam na końcu, bo w gwintowaniu najtańszy wybór często wychodzi najdrożej po pierwszym uszkodzonym detalu. Właśnie dlatego dobrze dobrany gwintownik jest nie tylko narzędziem, ale realnym zabezpieczeniem jakości całej operacji.