Norma DIN 976 porządkuje wymagania dla prętów gwintowanych, które w praktyce trafiają do konstrukcji stalowych, maszyn, ram montażowych i połączeń serwisowych. Pokażę, jak czytać oznaczenie, czym różnią się warianty, jakie klasy wytrzymałości mają sens w konkretnych warunkach i gdzie najłatwiej popełnić kosztowny błąd. To temat pozornie prosty, ale właśnie przy takich elementach najczęściej przegrywa się na szczególe: doborze materiału, powłoki, długości lub tolerancji gwintu.
Najważniejsze rzeczy do zapamiętania przed zakupem i montażem
- To standard dla prętów gwintowanych, a nie dla klasycznych śrub z łbem.
- W praktyce najczęściej spotkasz odcinki 1, 2 lub 3 m, ale decyzję zawsze trzeba oprzeć na projekcie.
- Klasa 8.8 daje wyraźnie wyższy zapas nośności niż 4.6 lub 4.8, ale nie zawsze jest potrzebna.
- Stal nierdzewna A2 i A4 rozwiązuje problem korozji, lecz wymaga innego podejścia do tarcia i smarowania gwintu.
- Przy cięciu na wymiar trzeba liczyć się z utratą ochrony na końcu pręta i z koniecznością obróbki krawędzi.
Czym jest ta norma i jak ją rozumieć
To standard opisujący wymiary oraz wymagania techniczne dla prętów i szpilek z gwintem metrycznym. W praktyce chodzi o elementy złączne bez łba, które pracują z nakrętkami i podkładkami, a nie o klasyczne śruby. W handlu nadal spotyka się starsze oznaczenia, ale przy nowych kartach katalogowych i specyfikacjach zdecydowanie częściej pojawia się rodzina DIN 976-1.
Warto rozróżnić dwie części tej normy. Pierwsza dotyczy gwintu metrycznego i jest tą, z którą użytkownik najczęściej ma do czynienia. Druga obejmuje gwint wciskowy MFS, stosowany tam, gdzie połączenie ma pracować w lekkich metalach, szczególnie w aluminium. To ważne rozróżnienie, bo na poziomie nazwy wszystko wygląda podobnie, ale z punktu widzenia montażu to już dwa różne zastosowania.
Z praktyki wiem, że najwięcej nieporozumień bierze się z mylenia samej normy z produktem „zwykłym” z hurtowni. Pręt gwintowany można kupić w wielu klasach, powłokach i długościach, ale dopiero odniesienie do normy mówi, czego wolno od niego oczekiwać. I właśnie dlatego przed zakupem warto przejść od nazwy do oznaczenia.
Żeby nie kupić zbyt mocnego albo zbyt słabego elementu, trzeba jeszcze umieć odczytać jego specyfikację i wiedzieć, gdzie kończy się uniwersalność, a zaczyna dobór pod konkretny montaż.
Jak czytać oznaczenie i wymiary pręta gwintowanego
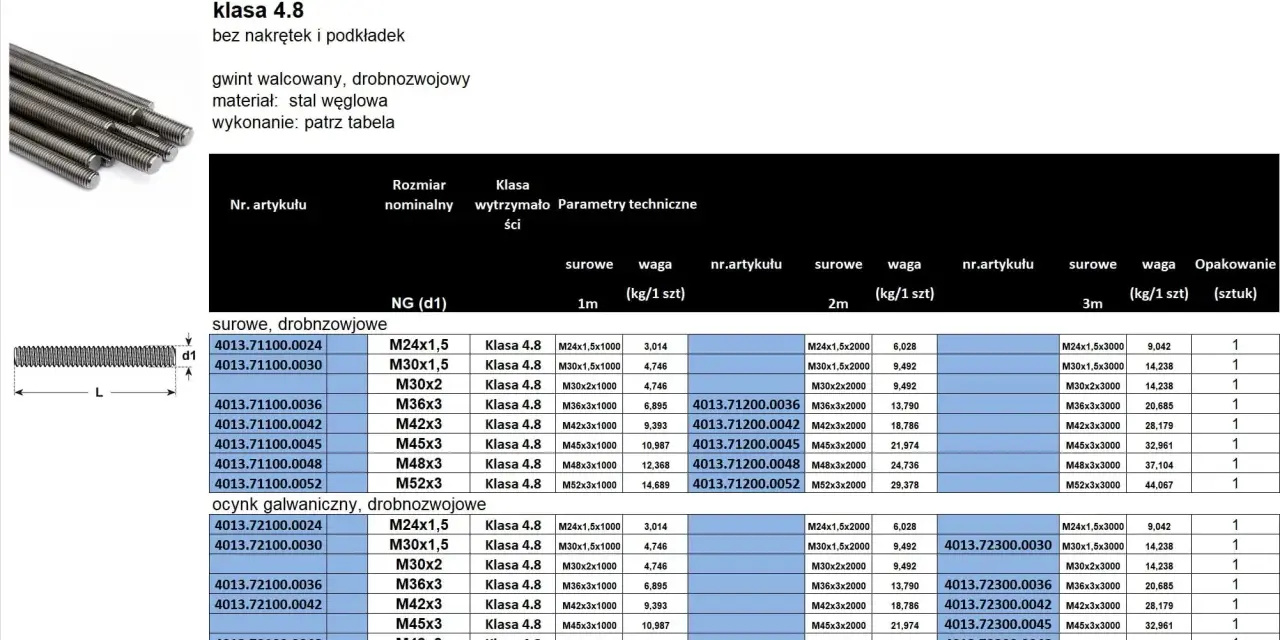
Najprostszy zapis wygląda zwykle tak: M16 x 1000 albo M16 x 1000 8.8. Pierwsza część mówi o średnicy nominalnej gwintu, druga o długości, a trzecia o klasie wytrzymałości albo materiale. Jeśli pojawia się jeszcze dodatkowy zapis, najczęściej chodzi o powłokę, drobnozwojny skok albo informację o stali nierdzewnej.
| Oznaczenie | Co oznacza w praktyce |
|---|---|
| M12 x 1000 | Gwint metryczny o średnicy nominalnej 12 mm i długości 1000 mm. |
| M16 x 2000 8.8 | Średnica 16 mm, długość 2 m, klasa wytrzymałości 8.8. |
| M16 x 1,5 | Wersja drobnozwojna, stosowana tylko wtedy, gdy projekt przewiduje mniejszy skok gwintu. |
| A4-70 | Stal nierdzewna o podwyższonej odporności korozyjnej i minimalnej wytrzymałości na rozciąganie 700 MPa. |
| Zn | Powłoka cynkowa, zwykle wybierana do środowisk suchych lub umiarkowanie wilgotnych. |
Jeżeli nie podano inaczej, zwykle chodzi o standardowy gwint metryczny. W praktyce najczęściej spotykam odcinki 1000, 2000 i 3000 mm, bo takie długości dobrze wpisują się w montaż warsztatowy i produkcyjny. Gdy element ma być docinany na miejscu, trzeba pamiętać, że po cięciu końcówka nie jest już „fabryczna” i wymaga deburringowania oraz często dodatkowego zabezpieczenia antykorozyjnego.
Ważny szczegół: średnica nominalna nie mówi jeszcze nic o odporności połączenia. O nośności decyduje dopiero zestawienie wymiaru, klasy materiału, sposobu dokręcania i warunków pracy. To prowadzi wprost do najważniejszego pytania: z czego taki element powinien być wykonany.
Jakie materiały, klasy wytrzymałości i powłoki mają sens
Tu najłatwiej popełnić błąd polegający na wyborze „na zapas” albo „na oko”. W praktyce nie zawsze mocniejszy element jest lepszy. Czasem wystarcza klasa 4.6 lub 4.8, a czasem dopiero 8.8 daje bezpieczny margines. Ja zwykle zaczynam od odpowiedzi na dwa pytania: jakie obciążenie przenosi połączenie i w jakim środowisku będzie pracować.
| Wariant | Kiedy ma sens | Na co uważać |
|---|---|---|
| 4.6 / 4.8 | Lżejsze i średnie połączenia montażowe, prostsze aplikacje warsztatowe. | Nie traktować jako uniwersalnego zamiennika dla mocniejszych połączeń konstrukcyjnych. |
| 8.8 | Najczęstszy wybór w przemyśle, konstrukcjach i ramach maszyn. | Wymaga poprawnego momentu dokręcania i dopasowanej nakrętki. |
| 10.9 | Wyższe obciążenia i bardziej wymagające połączenia, gdy projekt tego naprawdę wymaga. | Błąd montażowy kosztuje tu więcej niż przy 8.8. |
| 12.9 | Specjalistyczne zastosowania o wysokiej wytrzymałości. | Nie jest to domyślny wybór do każdego montażu; wymaga kontroli procesu. |
| A2 / A2-70 | Środowisko umiarkowanie korozyjne, wnętrza techniczne, instalacje narażone na wilgoć. | Trzeba liczyć się z innym zachowaniem gwintu przy dokręcaniu. |
| A4 / A4-70 | Bardziej agresywne środowisko, kontakt z chlorkami, wyższa odporność korozyjna. | Droższy materiał, ale często tańszy w cyklu życia całej instalacji. |
| Ocynk galwaniczny | Zabezpieczenie podstawowe do zastosowań ogólnych. | Połączenie gwintowe trzeba dobrać tak, aby powłoka nie utrudniała montażu. |
| Ocynk ogniowy | Lepsza odporność na warunki zewnętrzne i długie okresy eksploatacji. | Warstwa jest grubsza, więc gwint i nakrętka muszą być do siebie dobrze dobrane. |
Jeśli połączenie pracuje w środowisku suchym, prostym i łatwo dostępnym serwisowo, nie ma sensu przepłacać za klasę, której i tak nie wykorzystasz. Z drugiej strony w maszynach, które generują drgania, albo w konstrukcjach narażonych na obciążenia zmienne, oszczędzanie na klasie i powłoce zwykle mści się szybciej niż ktokolwiek zakłada. Właśnie dlatego obok materiału ważna jest też forma wykonania końców.
Jak różnią się typ A, typ B i gwint wciskowy MFS
Ta część jest w praktyce bardziej użyteczna niż brzmi. Z punktu widzenia zakupu nie chodzi tylko o to, czy pręt ma gwint, ale jak jest wykończony i do jakiego połączenia został przeznaczony. Typ A i typ B różnią się przede wszystkim końcami, a MFS jest już osobnym przypadkiem o innym przeznaczeniu.
| Wariant | Charakterystyka | Typowe zastosowanie |
|---|---|---|
| Typ A | Koniec cięty prosto, bez ozdobnego wykończenia. | Najczęstszy wybór do ogólnych zastosowań montażowych i magazynowych. |
| Typ B | Koniec sfazowany, łatwiejszy wizualnie i montażowo. | Lepszy tam, gdzie liczy się wygodniejsze rozpoczęcie wkręcania i estetyka detalu. |
| MFS | Gwint wciskowy do połączeń w lekkich metalach. | Stosowany m.in. w aluminium i innych lekkich materiałach, gdzie zwykły gwint metryczny nie daje oczekiwanej pracy połączenia. |
W praktyce typ A jest częściej spotykany w odcinkach handlowych, a typ B bywa wybierany wtedy, gdy detal ma „lepiej wejść” w proces montażu. MFS to już rozwiązanie specjalistyczne, którego nie warto mieszać z typowym prętem uniwersalnym. Jeśli ktoś próbuje zastosować taki sam element do aluminium i do stali bez sprawdzenia warunków, zwykle robi sobie problem na etapie dokręcania albo trwałości połączenia.
Różnica między typami jest ważna, ale równie ważne jest to, gdzie taki element pracuje. Od tego zależy, czy w ogóle ma sens sięgać po standardowy wariant, czy lepiej od razu iść w rozwiązanie bardziej wyspecjalizowane.
Gdzie takie elementy sprawdzają się najlepiej
Najczęściej widzę je w montażu, gdzie liczy się prostota, regulacja długości i łatwość serwisu. To nie jest detal, który ma zastąpić wszystko, ale tam, gdzie potrzebne jest połączenie skręcane z nakrętką po obu stronach, daje bardzo dużo swobody. I właśnie dlatego tak często trafia do przemysłu.
- Ramy i podstawy maszyn - pozwalają łatwo dobrać długość połączenia i skorygować ustawienie elementów.
- Konstrukcje wsporcze - przydają się tam, gdzie liczy się prosty montaż i możliwość późniejszej regulacji.
- Utrzymanie ruchu - są wygodne przy naprawach, modernizacjach i szybkich wymianach elementów.
- Zabudowy technologiczne - sprawdzają się w osłonach, uchwytach, wspornikach i prostych układach mocujących.
- Połączenia skręcane o dostępie z dwóch stron - to ich naturalne środowisko, bo nakrętka pracuje tu równie ważnie jak sam gwint.
Nie traktowałbym ich jednak jako uniwersalnej odpowiedzi na każde połączenie. Jeśli projekt wymaga dokładnie kontrolowanego docisku, odporności na duże drgania albo precyzyjnego spasowania z innym łącznikiem, sama zmiana klasy pręta nie rozwiąże problemu. W takich przypadkach trzeba spojrzeć szerzej na cały układ połączenia.
To prowadzi do praktyczniejszego pytania: jak dobrać konkretny wariant, żeby nie kupić czegoś „prawie dobrego”, co potem generuje poprawki na hali?
Jak dobrać właściwy wariant bez kosztownych pomyłek
Ja zwykle zaczynam od pytania nie o gwint, tylko o funkcję. Co ten element ma utrzymać, w jakim środowisku i jak długo? Dopiero potem dobieram średnicę, długość, klasę i powłokę. Taka kolejność oszczędza czas, bo od razu ucina przypadkowe decyzje zakupowe.
- Określ obciążenie - inne wymagania ma lekki wspornik, a inne główna rama maszyny.
- Sprawdź środowisko pracy - wilgoć, chemia, pył i temperatura wpływają na wybór materiału oraz powłoki.
- Ustal, czy element będzie docinany - jeśli tak, zaplanuj obróbkę końców i ponowne zabezpieczenie.
- Dobierz nakrętkę i podkładkę - klasa pręta bez zgodnego osprzętu to pół rozwiązania.
- Zweryfikuj sposób montażu - ręczny, warsztatowy czy z kontrolą momentu; to zmienia wymagania wobec połączenia.
- Zadbaj o powtarzalność - przy seriach produkcyjnych ta sama specyfikacja powinna wracać bez interpretacji po stronie magazynu.
Najczęstszy błąd, jaki widzę, to kupowanie mocniejszego elementu „na wszelki wypadek” bez sprawdzenia, czy reszta układu to wytrzyma. Zbyt twardy materiał, źle dobrana nakrętka albo powłoka, która zwiększa tarcie, potrafią popsuć montaż szybciej niż słabsza klasa. W praktyce lepiej jest dobrać zestaw świadomie niż nadrabiać siłą jednego komponentu.
Kiedy ta logika jest już uporządkowana, zostaje ostatni etap: przygotowanie zakupu tak, żeby partia przyszła dokładnie taka, jakiej potrzebuje produkcja.
Co sprawdzić przed zamówieniem partii do produkcji seryjnej
Przy partiach seryjnych nie wygrywa ten, kto kupi najtaniej sztukę, tylko ten, kto zminimalizuje ryzyko przestoju. Jeden niepasujący gwint albo niezgodna powłoka potrafi zatrzymać linię na dłużej niż wygląda to w arkuszu kosztów. Dlatego przed zamówieniem warto domknąć kilka punktów bez zostawiania ich „na potem”.
- Potwierdź pełne oznaczenie: średnicę, długość, skok, klasę i materiał.
- Ustal, czy element ma być dostarczony w odcinkach handlowych, czy gotowy pod konkretny wymiar.
- Sprawdź kompatybilność z nakrętką, podkładką i warstwą zabezpieczającą.
- Doprecyzuj, kto odpowiada za cięcie, gratowanie i ochronę końców po obróbce.
- Jeśli połączenie trafia do seryjnej produkcji, ustal jeden dopuszczony zamiennik, a nie kilka „równoważnych” wersji bez kontroli.
- W przypadku środowisk korozyjnych nie ograniczaj się do samego materiału, tylko sprawdź też warunki magazynowania i transportu.
Jeżeli ten zestaw jest zamknięty na etapie specyfikacji, pręt gwintowany przestaje być elementem „ogólnym”, a staje się przewidywalnym komponentem konstrukcji. I właśnie to robi największą różnicę w praktyce: mniej improwizacji przy montażu, mniej korekt na hali i mniej niespodzianek w eksploatacji.