W tym tekście rozkładam temat na konkretne wartości i praktyczne wskazówki: pokazuję podstawowe wymiary, różnice między otworem przelotowym a gwintowanym, typowe rozmiary nakrętek i śrub oraz najczęstsze błędy, które w produkcji i utrzymaniu ruchu potrafią kosztować najwięcej czasu.
Najważniejsze dane o M6 w praktyce
- Średnica nominalna gwintu M6 wynosi 6 mm.
- Standardowy skok to 1,0 mm, a popularny skok drobny to 0,75 mm.
- Otwór pod gwint dla M6 x 1,0 wykonuje się zwykle wiertłem 5,0 mm.
- Otwór przelotowy dla śruby M6 ma najczęściej 6,4 mm, 6,6 mm lub 7,0 mm, zależnie od luzu.
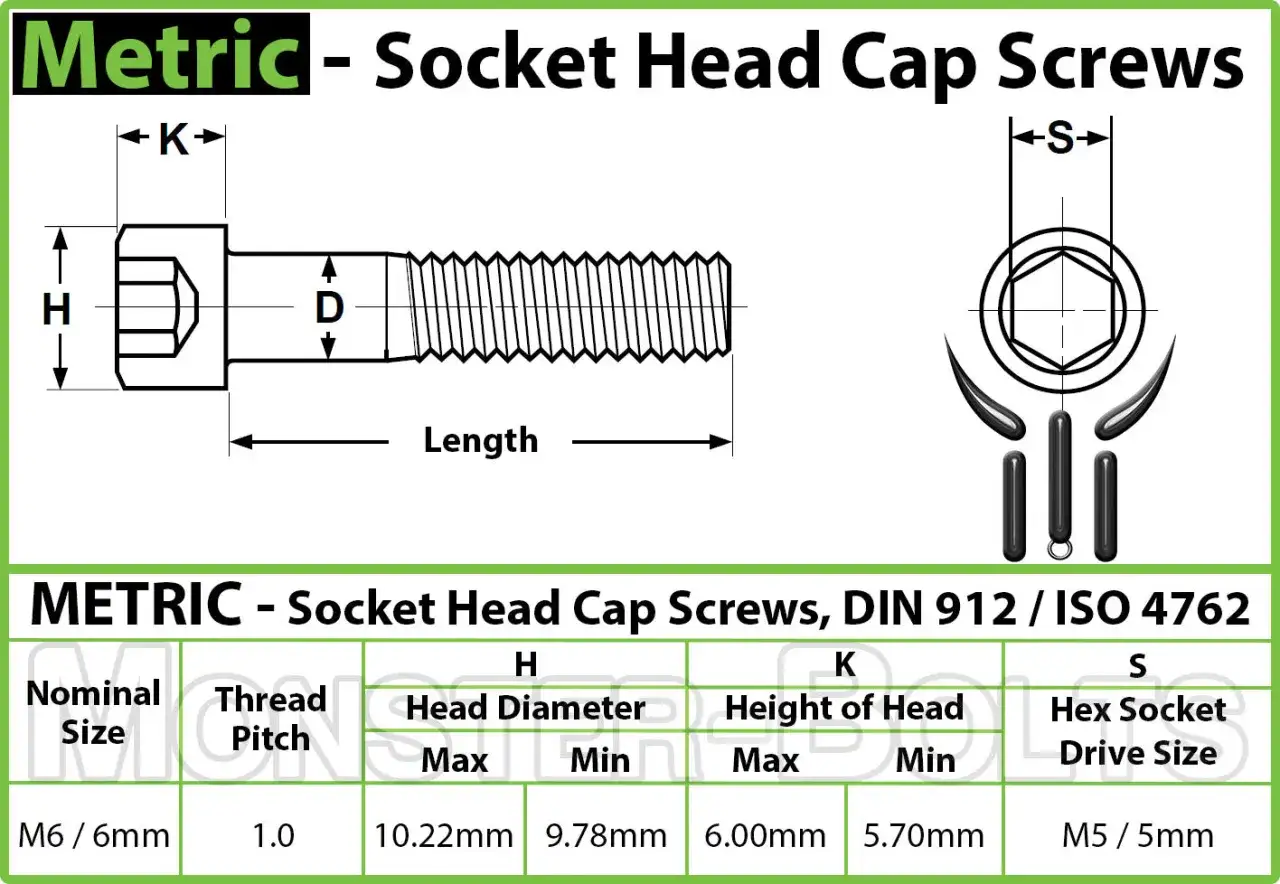
- Nakrętka M6 ma zwykle 10 mm pod klucz i około 5 mm wysokości.
- Śruba z łbem sześciokątnym M6 ma zwykle 10 mm pod klucz, a śruba imbusowa M6 korzysta z klucza 5 mm.
Co oznacza oznaczenie M6 i które wymiary mają znaczenie
W zapisie M6 litera „M” oznacza gwint metryczny, a liczba 6 odnosi się do średnicy nominalnej w milimetrach. Jeśli nie dopisuję nic więcej, najczęściej chodzi o gwint zwykły, czyli M6 x 1,0. To ważne, bo w praktyce skrót M6 nie mówi jeszcze wszystkiego o elemencie, a już na pewno nie zwalnia z doprecyzowania skoku, jeśli projekt wymaga wersji drobnozwojnej.
Gwint metryczny ma profil o kącie 60°, a zapis tolerancji określa, jak ściśle współpracują ze sobą część zewnętrzna i wewnętrzna. Dla typowego połączenia spotyka się zestaw 6H/6g, czyli klasę dla otworu lub nakrętki i klasę dla śruby. W praktyce taki zapis mówi mi więcej niż samo „M6”, bo od razu widzę, jak bardzo elementy mają pasować do siebie.
| Parametr | Wartość | Znaczenie praktyczne |
|---|---|---|
| Średnica nominalna | 6 mm | To podstawowa wartość, od której wychodzi całe oznaczenie. |
| Skok standardowy | 1,0 mm | Najczęściej stosowana wersja, jeśli nie podano inaczej. |
| Skok drobny | 0,75 mm | Przydaje się tam, gdzie potrzebna jest dokładniejsza regulacja. |
| Kąt profilu | 60° | To standard dla gwintów metrycznych ISO. |
| Typowy zapis współpracy | 6H/6g | Najczęstsza para dla otworu/nakrętki i śruby. |
Jeśli patrzę już na wymiary robocze, a nie tylko nominalne, ważne stają się rzeczywiste zakresy wymiarowe. Dla śruby M6 w klasie 6g średnica zewnętrzna nie wynosi idealnie 6,00 mm, tylko zwykle mieści się w okolicy 5,794-5,974 mm. Z kolei dla otworu lub nakrętki w klasie 6H średnica podziałowa i rdzeń mają swoje własne tolerancje, więc sam nominalny zapis nie wystarczy do świadomego projektu.
To właśnie dlatego przy dokumentacji technicznej nie zatrzymuję się na samym „M6”. Dla warsztatu i produkcji istotne jest już to, czy chodzi o gwint zwykły, drobny, prawy, lewy albo o połączenie z określoną klasą pasowania. Z tego miejsca najłatwiej przejść do praktyki: jaki otwór wiercić i kiedy użyć gwintowania.
Jak dobrać otwór pod śrubę M6 i gwintowany otwór
W przypadku M6 najczęściej myli się dwa zupełnie różne otwory: przelotowy i pod gwintowanie. Otwór przelotowy ma pozwolić śrubie swobodnie przejść przez detal, natomiast otwór pod gwintowanie ma być na tyle mały, by narzynka lub gwintownik uformowały w materiale pełny gwint. Ja zawsze traktuję to jako dwa osobne zadania, bo pomyłka na tym etapie od razu wychodzi na montażu.| Rodzaj otworu | Wymiar dla M6 | Kiedy go używam |
|---|---|---|
| Przelotowy close fit | 6,4 mm | Gdy potrzebuję precyzyjnego pozycjonowania i małego luzu. |
| Przelotowy normal fit | 6,6 mm | To najbezpieczniejszy wybór dla standardowego montażu. |
| Przelotowy loose fit | 7,0 mm | Gdy trzeba skompensować większe tolerancje albo grubszą powłokę. |
| Otwór pod gwint M6 x 1,0 | 5,0 mm | Do klasycznego gwintowania w stali i większości typowych materiałów. |
Jeśli stosuję skok drobny M6 x 0,75, zwykle dobieram wiertło około 5,25 mm. To już nie jest detal „na oko”, tylko realna decyzja technologiczna, bo zbyt mały otwór podnosi moment gwintowania i zwiększa ryzyko ukręcenia narzędzia, a zbyt duży osłabia nośność gwintu. W aluminium i tworzywach czasem świadomie wybiera się trochę inny zapas, ale to powinno wynikać z materiału, a nie z przypadkowego doboru wiertła.
W produkcji seryjnej zwracam też uwagę na powłokę. Cynkowanie, galwanizacja czy ocynk ogniowy potrafią zmienić odczucie pasowania bardziej, niż wydaje się na etapie rysunku. Dlatego przy elementach zewnętrznych albo montażu terenowym nie lubię zaniżać luzu w otworze przelotowym. Następny krok to sam osprzęt: nakrętki, łby śrub i narzędzia, które muszą z tym wszystkim współpracować.
Jakie są typowe elementy złączne M6 i czym się różnią
W praktyce najczęściej spotykam trzy warianty: śrubę z łbem sześciokątnym, nakrętkę sześciokątną i śrubę imbusową. Każda z nich ma trochę inne wymiary zewnętrzne, a to wpływa na dostęp narzędzia, wysokość zabudowy i wygodę montażu. Sama średnica gwintu pozostaje ta sama, ale geometria łba już nie.
| Element | Typowe wymiary M6 | Gdzie sprawdza się najlepiej |
|---|---|---|
| Śruba z łbem sześciokątnym | 10 mm pod klucz, około 4 mm wysokości łba | Gdy mam miejsce na klucz płaski lub nasadowy i zależy mi na prostym serwisie. |
| Nakrętka sześciokątna | 10 mm pod klucz, około 5 mm wysokości | Do klasycznych połączeń śrubowych i szybkiego montażu na linii lub w warsztacie. |
| Śruba imbusowa | Łeb 10 mm średnicy, 6 mm wysokości, gniazdo 5 mm | Gdy przestrzeń jest ograniczona i potrzebny jest kompaktowy łeb z mocnym dokręceniem. |
Przy śrubie z łbem sześciokątnym lubię tę przewidywalność, że narzędzie jest łatwe do dobrania, a serwis nie wymaga specjalnych końcówek. Z kolei śruba imbusowa wygrywa tam, gdzie liczy się dostęp i estetyka zabudowy. W maszynach i osłonach często wybieram ją właśnie dlatego, że przy tej średnicy daje sensowny kompromis między gabarytem a możliwością dokręcenia.
Warto też pamiętać, że osprzęt M6 nie kończy się na standardowej stali w klasie podstawowej. W zależności od środowiska pracy spotyka się elementy ze stali nierdzewnej, ocynkowane, z podwyższoną wytrzymałością albo z dodatkowymi powłokami antykorozyjnymi. To już nie jest tylko kwestia wymiaru, ale też trwałości połączenia w czasie, więc przechodzę płynnie do zastosowań i ograniczeń samego rozmiaru.
Kiedy M6 jest dobrym wyborem, a kiedy lepiej sięgnąć po większy rozmiar
Rozmiar M6 bardzo dobrze sprawdza się w lekkich i średnich połączeniach: osłonach maszyn, uchwytach, obudowach, drobnych ramach, wspornikach, montażu czujników, paneli i elementów serwisowych. To rozmiar kompaktowy, powszechny i wygodny w utrzymaniu. W zakładach produkcyjnych lubię go za to, że łatwo go znaleźć w standardzie magazynowym i zwykle nie wymaga nietypowych narzędzi.
Nie traktowałbym jednak M6 jako uniwersalnej odpowiedzi na każde połączenie. Jeśli konstrukcja ma przenosić wyższe obciążenia dynamiczne, pracować pod silnymi drganiami albo wymaga bardzo dużego docisku, często rozsądniej jest przejść na M8 lub M10. Sama średnica 6 mm daje mniejszy margines bezpieczeństwa, więc przy projektach bardziej wymagających nie oszczędzam na rozmiarze tylko po to, żeby „zmieścić się w katalogu”.
Ważny jest też sposób zabezpieczenia przed luzowaniem. Przy wibracjach M6 potrafi działać bezproblemowo, ale tylko wtedy, gdy przewidzę odpowiednią nakrętkę samohamowną, klej do gwintów albo inny mechaniczny sposób zabezpieczenia. Sam gwint nie rozwiązuje problemu drgań, a to jeden z częstszych błędów przy lekkich konstrukcjach i zabudowach maszynowych.
Jeśli zatem M6 ma być częścią większego układu, patrzę nie tylko na jego wymiar, ale też na warunki pracy, materiał elementu bazowego i realny moment dokręcenia. To prowadzi prosto do błędów, które najczęściej pojawiają się na etapie doboru i montażu.
Najczęstsze błędy przy doborze i montażu M6
Najbardziej kosztowny błąd widzę wtedy, gdy ktoś utożsamia otwór przelotowy z otworem pod gwintowanie. Dla M6 to dwie różne średnice, a pomylenie ich kończy się albo luźnym złączem, albo uszkodzonym gwintem. Równie często spotykam zamówienia bez doprecyzowania skoku, co przy M6 x 0,75 i M6 x 1,0 potrafi zatrzymać montaż na miejscu.
- Nie mylę 6,6 mm otworu przelotowego z 5,0 mm otworem pod gwint.
- Nie zakładam, że każde M6 ma ten sam skok, bo standardowe 1,0 mm i drobne 0,75 mm to dwa różne elementy.
- Nie ignoruję powłoki ochronnej, szczególnie przy ocynku ogniowym i montażu terenowym.
- Nie zostawiam M6 bez zabezpieczenia w połączeniach narażonych na drgania.
- Nie mieszam przypadkowo różnych typów łbów, bo śruba imbusowa i sześciokątna wymagają innych warunków montażu.
- Nie dokręcam „na siłę” w miękkim materiale, jeśli gwint pracuje w aluminium, tworzywie albo cienkiej ściance bez wkładki.
W praktyce największe straty robią błędy małe, ale powtarzalne: zły skok, źle dobrany luz, zbyt mały zapas pod powłokę i brak myślenia o miejscu na narzędzie. Kiedy poprawiam taki projekt, najczęściej okazuje się, że problem nie leżał w samym gwincie, tylko w zbyt skrótowym podejściu do całego złącza.
Jeśli miałbym wskazać jedną zasadę, którą warto zapamiętać, powiedziałbym tak: przy M6 nie wystarczy znać średnicy. Trzeba jeszcze wiedzieć, czy chodzi o gwint zwykły czy drobny, jaki otwór wykonać, jaką klasę pasowania przyjąć i czy łeb śruby na pewno zmieści się w dostępnej przestrzeni. To właśnie te decyzje odróżniają poprawne połączenie od takiego, które trzeba poprawiać już na etapie montażu.
Co sprawdzić przed zamówieniem elementów M6 do produkcji
Jeśli przygotowuję dokumentację albo zamówienie do warsztatu, zawsze sprawdzam cztery rzeczy: skok, klasę tolerancji, rodzaj otworu i typ łba. Dopiero potem przechodzę do materiału, powłoki i długości śruby. To prosta kolejność, ale w praktyce bardzo skutecznie ogranicza pomyłki.
W projektach przemysłowych najbezpieczniej działa podejście „najpierw standard, potem wyjątki”. Najpierw przyjmuję zwykły M6 x 1,0, otwór przelotowy 6,6 mm i typową parę 6H/6g. Dopiero gdy pojawia się konkretny powód techniczny, schodzę na fine pitch, zmieniam luz albo dobieram inny typ łba. Taka dyscyplina projektowa oszczędza czas, a przy seryjnych elementach oszczędza go naprawdę dużo.
Właśnie dlatego przy M6 najbardziej cenię nie sam rozmiar, tylko przewidywalność całego systemu. Gdy poprawnie zestawię gwint, otwór, nakrętkę i narzędzie, połączenie jest po prostu łatwe do złożenia, łatwe do serwisu i odporne na typowe błędy montażowe.