Połączenie na M5 wygląda prosto, dopóki nie trzeba zdecydować, czy śruba ma tylko przejść przez detal, czy ma pracować w nim jako gwint. W praktyce otwór pod m5 bywa mylony z otworem pod gwint, a to prowadzi do dwóch zupełnie różnych średnic i dwóch różnych sposobów wykonania. Poniżej porządkuję temat tak, żeby dało się od razu dobrać właściwy wymiar, uniknąć luzów i nie poprawiać elementu na końcu produkcji.
Najważniejsze wymiary dla M5 w jednym miejscu
- Otwór przelotowy pod śrubę M5 najczęściej ma 5,5 mm, a praktyczny zakres to zwykle 5,3-5,8 mm.
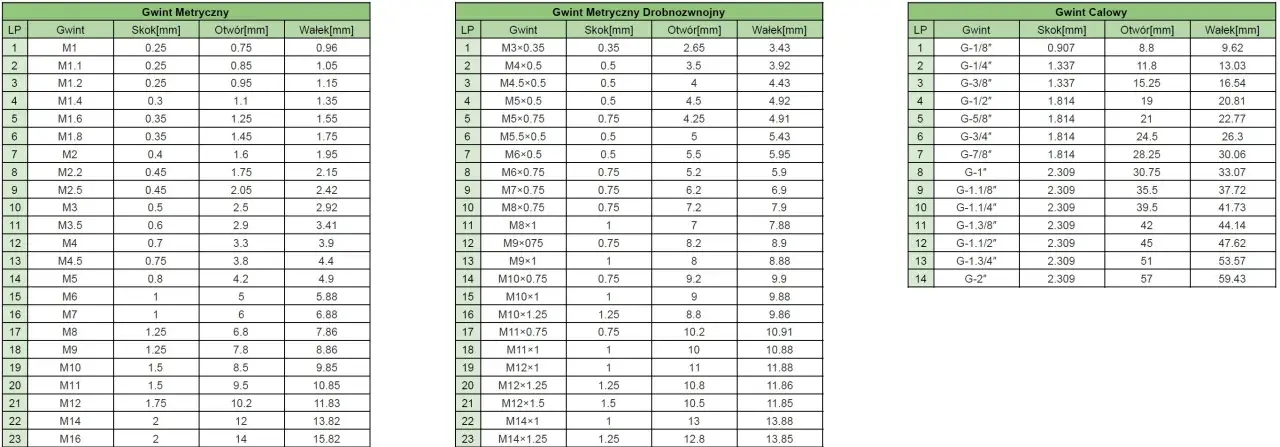
- Otwór pod gwint M5x0,8 wierci się wiertłem 4,2 mm.
- Jeśli stosujesz M5x0,5, średnica pod gwint rośnie do 4,5 mm.
- M5 nie oznacza otworu 5 mm; 5 mm to średnica nominalna śruby, nie wymiar wiertła.
- W cienkiej blasze i materiałach miękkich ważne są też odgratowanie, faza i wpływ powłoki.
Jaka średnica pasuje do śruby M5
Jeżeli śruba M5 ma przejść swobodnie przez element, nie wybieram średnicy „na oko”, tylko według luzu montażowego. Standardowo najlepiej sprawdza się 5,5 mm, bo daje rozsądny kompromis między prowadzeniem śruby a łatwością składania. Gdy pozycjonowanie ma być ciaśniejsze, schodzę do 5,3 mm; gdy montaż jest ręczny, otwory po cięciu lub detal ma większy rozrzut, sięgam po 5,8 mm.
| Wariant otworu | Średnica | Kiedy ma sens |
|---|---|---|
| Close fit | 5,3 mm | Precyzyjne prowadzenie, mały luz, dobra kontrola pozycji detalu |
| Normal fit | 5,5 mm | Najlepszy wybór do większości zastosowań konstrukcyjnych i montażowych |
| Loose fit | 5,8 mm | Większy luz, kompensacja odchyłek wykonania, prostszy montaż ręczny |
Ja w projektach seryjnych najczęściej zaczynam właśnie od 5,5 mm, bo to zwykle najbezpieczniejszy punkt startu. Z kolei 5,3 mm wybieram wtedy, gdy elementy są dobrze ustalane innymi powierzchniami, a śruba ma głównie przejść przez otwór bez „pływania”. Tę decyzję warto rozumieć od razu, bo od niej zależy, czy w ogóle mówimy o otworze przelotowym, czy o przygotowaniu pod gwint.
Gdy ten podział jest jasny, łatwiej przejść do drugiego, częstszego przypadku: otworu, który ma zostać nagwintowany, a nie tylko przepuścić śrubę.
Otwór przelotowy a otwór gwintowany
To rozróżnienie jest ważniejsze, niż wielu osobom się wydaje. W otworze przelotowym śruba M5 przechodzi przez detal i dopiero po drugiej stronie łapie nakrętkę albo gwint w innym elemencie. W otworze gwintowanym sam materiał staje się „nakrętką”, więc średnica wiertła musi być mniejsza, żeby został odpowiedni naddatek na zwoje gwintu.
| Cel | Co robisz | Typowy wymiar |
|---|---|---|
| Śruba tylko przechodzi przez detal | Wiercisz otwór przelotowy | 5,3-5,8 mm, najczęściej 5,5 mm |
| Ma powstać gwint M5x0,8 | Wiercisz pod gwint i potem gwintujesz | 4,2 mm |
| Ma powstać gwint M5x0,5 | Wiercisz pod drobny skok gwintu | 4,5 mm |
Standardowy gwint M5 ma skok 0,8 mm, więc w większości prac warsztatowych mówimy właśnie o wariancie M5x0,8. Jeśli jednak ktoś poda jedynie „M5”, a nie określi skoku, zawsze sprawdzam to przed wierceniem, bo drobny gwint wymaga innego wiertła. To prosta kontrola, a oszczędza zaskakująco dużo czasu przy poprawkach.
Po rozdzieleniu tych dwóch przypadków widać już wyraźnie, że materiał i grubość detalu mogą zmienić praktyczny wybór, nawet jeśli nominalnie mówimy o tej samej śrubie.
Jak materiał i grubość zmieniają praktyczny wybór
W teorii średnica jest jedna, ale w praktyce zachowanie otworu zależy od materiału. W stali otwór trzyma wymiar stabilniej, więc problemem częściej bywa grat niż sam rozmiar. W aluminium łatwiej o zbyt „miękki” gwint, a w tworzywach trzeba uważać na pękanie, rozwarstwienie albo miejscowe odkształcenie krawędzi.
- Stal - dobry wybór to zwykle 5,5 mm dla otworu przelotowego; przy gwintowaniu warto zadbać o smarowanie i porządne odprowadzenie wióra.
- Aluminium - otwór przelotowy nadal najczęściej robię według standardu, ale przy gwincie zwracam uwagę na długość zazębienia, bo zbyt płytki gwint szybko się wyrabia.
- Cienka blacha - jeśli gwint ma być „w materiale”, trzeba sprawdzić, czy grubość ściany rzeczywiście wystarczy; w wielu przypadkach lepsza będzie nitonakrętka albo zwykła nakrętka z drugiej strony.
- Tworzywa - wiercenie powinno być spokojne i bez docisku na siłę, bo materiał potrafi się nagrzać i odkształcić.
- Powłoki i obróbka powierzchni - malowanie, anodowanie albo ocynk potrafią zmienić realny luz, więc po wykończeniu warto jeszcze raz sprawdzić pasowanie.
W projektach, które mają pracować seryjnie, patrzę też na grubość materiału. Jako praktyczny punkt odniesienia przyjmuję, że dla konstrukcji stalowych gwint M5 dobrze działa przy odpowiedniej długości zazębienia, natomiast w aluminium i tworzywach potrzebny jest większy zapas. Jeśli tego brakuje, nie ratuję się „mocniejszym dokręceniem”, tylko zmieniam sposób połączenia. Właśnie dlatego dobrze dobrany otwór to nie tylko kwestia średnicy, ale też sensownej konstrukcji całego detalu.
Gdy materiał jest już uwzględniony, można przejść do samego wykonania, bo to właśnie na etapie wiercenia i gwintowania najczęściej pojawiają się drobne, ale kosztowne błędy.
Jak wiercić i gwintować M5 bez niespodzianek
Przy prostych detalach nie komplikuję procesu, ale trzymam się kilku zasad, które realnie zmniejszają liczbę poprawek. Najpierw zaznaczam środek, potem dobieram właściwe wiertło, a na końcu sprawdzam krawędź otworu po wierceniu. Sam wymiar bez wykończenia bywa złudny, bo grat potrafi skutecznie odebrać luz montażowy.
- Najpierw ustal, czy robisz otwór przelotowy, czy pod gwint.
- Dobierz średnicę: 5,3 / 5,5 / 5,8 mm dla przelotu albo 4,2 mm pod M5x0,8.
- Przed montażem usuń grat i zrób lekką fazę, najlepiej rzędu 0,5 x 45°, jeśli detal tego wymaga.
- Przy gwintowaniu użyj odpowiedniego smarowania i cofaj narzędzie co kilka obrotów, żeby nie zakleszczyć wióra.
- Po pierwszym gwincie albo próbnym montażu sprawdź, czy śruba wchodzi bez oporu, ale też bez nadmiernego luzu.
Mała faza na wejściu często robi większą różnicę niż dodatkowe 0,1 mm średnicy. W praktyce dobrze przygotowany otwór składa się łatwiej, a śruba nie „łapie” krawędzi na pierwszym gwincie. Przy produkcji jednostkowej to detal, przy serii to już oszczędność czasu na każdej sztuce.
Po takim przygotowaniu zostaje jeszcze jeden obszar, który lubi generować pomyłki: błędna interpretacja wymiaru i nieuwzględnienie tolerancji wykonania.
Najczęstsze błędy przy otworach pod M5
Najwięcej problemów widzę wtedy, gdy ktoś zakłada, że M5 oznacza „wiercę 5 mm i tyle”. To nie działa ani dla otworu przelotowego, ani dla gwintu. Drugi częsty błąd to mylenie wiertła pod gwint z otworem luzowym. 4,2 mm i 5,5 mm to zupełnie różne zastosowania, a ich zamiana zwykle kończy się poprawką albo uszkodzeniem elementu.- Brak rozróżnienia między przelotem a gwintem - najprostsza droga do nietrafionego wymiaru.
- Zakładanie, że M5 = 5 mm otworu - nominalna średnica śruby nie jest średnicą wiertła.
- Pominięcie skoku gwintu - M5x0,8 i M5x0,5 wymagają innych średnic pod gwint.
- Brak odgratowania - nawet dobrze dobrany otwór po wierceniu może być za ciasny.
- Nieuwzględnienie powłoki lub obróbki - po malowaniu, anodowaniu lub cynkowaniu luz potrafi się wyraźnie zmienić.
Jeżeli element ma pracować w montażu seryjnym, nie zostawiam tych decyzji „na hali”. W projekcie powinno być jasno zapisane, czy chodzi o otwór 5,5 mm, 5,8 mm czy 4,2 mm pod gwint, bo wtedy nie ma miejsca na interpretację. To drobiazg tylko na papierze; w praktyce decyduje o tym, czy detal przejdzie bez zatrzymania produkcji.
Kiedy ten zapis jest dopięty, można już spokojnie zamknąć projekt i sprawdzić, czy wszystkie warunki dla M5 są spójne z resztą konstrukcji.
Co sprawdzam przed zamknięciem projektu z M5
Przed oddaniem rysunku albo puszczeniem detalu do wykonania zawsze robię krótki przegląd. Dla M5 to naprawdę wystarcza kilka pytań kontrolnych, ale one muszą paść przed wierceniem, nie po nim.
- Czy otwór ma być przelotowy, czy gwintowany?
- Czy śruba to standardowe M5x0,8, czy drobniejsze M5x0,5?
- Czy po malowaniu, anodowaniu lub cynkowaniu nadal zostanie odpowiedni luz?
- Czy grubość materiału daje sensowną długość zazębienia gwintu?
- Czy na wejściu otworu przewidziano fazę albo odgratowanie?
Jeśli miałbym zostawić tylko jedną praktyczną zasadę, brzmiałaby ona tak: najpierw zdecyduj, czy śruba M5 ma przechodzić przez detal, czy ma w nim pracować jako gwint. Reszta, czyli średnica 5,3-5,8 mm albo 4,2 mm, wynika już z tej decyzji. Dobrze opisany otwór oszczędza więcej czasu niż najbardziej „precyzyjne” poprawki na końcu produkcji.