Najważniejsze zasady przy gwintach w maszynach
- W przemyśle dominują gwinty metryczne ISO z profilem 60° i oznaczeniem zaczynającym się od litery M.
- Jeśli nie podasz skoku, przyjmuje się skok zwykły dla danego rozmiaru, a nie dowolną wartość.
- Skok drobny daje lepszą regulację i bywa korzystny przy drganiach, ale jest bardziej wymagający przy montażu i czyszczeniu.
- Dobór wiertła pod gwint, smarowanie i osiowość otworu mają równie duże znaczenie jak sam rozmiar śruby.
- W połączeniach zużytych lub naprawianych często lepiej sprawdza się wkładka gwintowana niż ponowne „dokręcanie na siłę”.
Czym jest gwint używany w maszynach i gdzie spotyka się go najczęściej
Najprościej mówiąc, chodzi o spiralny rowek wykonany na śrubie, nakrętce, trzpieniu albo w korpusie elementu, który ma przenosić siłę i dawać możliwość wielokrotnego montażu. Ja patrzę na taki gwint przede wszystkim jak na element funkcjonalny, a nie „samą śrubę” - od jego geometrii zależy nośność połączenia, zachowanie przy wibracjach i to, czy serwis będzie szybki czy kłopotliwy.
W maszynach najczęściej spotykam system metryczny ISO. Jego charakterystyczną cechą jest profil o kącie 60°, czyli taki sam w większości typowych połączeń śrubowych w Europie. To właśnie dlatego w praktyce przemysłowej oznaczenia w stylu M6, M8 czy M10 są tak powszechne: pasują do znormalizowanych śrub, nakrętek, tulei i elementów obrabianych w seryjnej produkcji.
Warto od razu rozdzielić dwa światy. Jedne gwinty służą do zwykłego skręcania części maszyn, a inne do uszczelniania instalacji rurowych. To niby drobna różnica, ale w warsztacie bardzo często widzę, że ktoś próbuje stosować rozwiązania rurowe tam, gdzie powinno być połączenie konstrukcyjne. Efekt jest przewidywalny: gorsze spasowanie, większe ryzyko przecieku albo szybkie zużycie zwojów. Z tego powodu pierwszym krokiem zawsze jest identyfikacja funkcji połączenia, nie tylko jego średnicy.
Jeżeli spojrzysz na to od strony produkcji, taki gwint jest kompromisem między wytrzymałością, kosztem obróbki i możliwością serwisowania. I właśnie dlatego w maszynach tak rzadko wygrywa rozwiązanie „najmocniejsze na papierze” - częściej wygrywa to, które da się utrzymać w ruchu przez lata. To prowadzi prosto do pytania, jak czytać oznaczenia, żeby nie pomylić jednego wariantu z drugim.
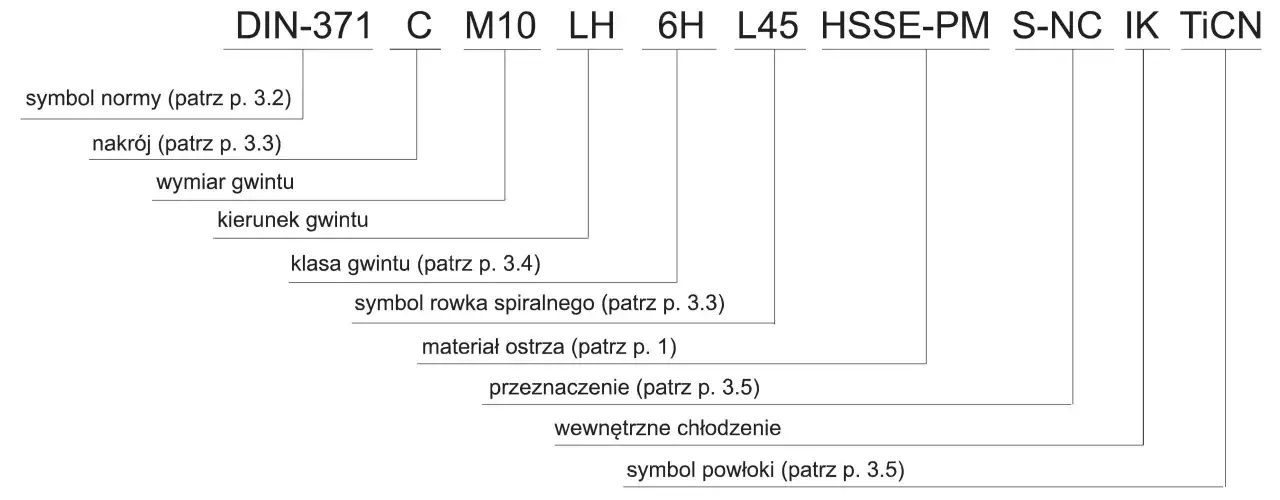
Jak czytać oznaczenia bez zgadywania
W oznaczeniu gwintu nie ma przypadkowych znaków. Litera M mówi, że chodzi o system metryczny, liczba po niej oznacza średnicę nominalną w milimetrach, a zapis po znaku „x” pokazuje skok. Jeśli skok nie jest podany, przyjmuje się skok zwykły dla tego rozmiaru. To praktyczna informacja, bo właśnie na tym etapie najłatwiej o pomyłkę przy zamawianiu części albo dobieraniu narzędzia.
| Oznaczenie | Jak je czytam | Co to oznacza w praktyce |
|---|---|---|
| M8 | Gwint metryczny o średnicy 8 mm ze skokiem zwykłym | Najczęściej używany wariant do typowych połączeń konstrukcyjnych |
| M8 × 1,0 | Gwint metryczny 8 mm ze skokiem 1,0 mm | Wariant drobnozwojny, przydatny tam, gdzie liczy się precyzja i regulacja |
| M10 × 1,5-6g | Gwint zewnętrzny 10 mm, skok 1,5 mm, klasa tolerancji 6g | Typowy zapis dla śruby lub trzpienia w połączeniu przemysłowym |
| M6 × 1-6H | Gwint wewnętrzny 6 mm, skok 1,0 mm, klasa tolerancji 6H | Popularny zapis dla otworu nagwintowanego w elemencie maszyny |
| M10 × 1,5-LH | Gwint lewy | Stosowany tam, gdzie normalny kierunek obrotu mógłby samoczynnie odkręcać połączenie |
Właśnie dlatego od samego oznaczenia zawsze przechodzę do pytania, jaki skok będzie lepszy w danym zadaniu. I tu różnice między wariantem zwykłym a drobnozwojnym są naprawdę praktyczne.
Skok zwykły i drobnozwojny nie są tym samym wyborem
Skok to odległość między kolejnymi zwojami. Im jest mniejszy, tym więcej zwojów mieści się na tym samym odcinku. W teorii brzmi to prosto, ale w praktyce zmienia się kilka ważnych rzeczy naraz: siła dokręcania, odporność na samoodkręcanie, tempo montażu i wrażliwość na zabrudzenie.
| Cecha | Gwint zwykły | Gwint drobnozwojny |
|---|---|---|
| Typowe zastosowanie | Połączenia ogólne, konstrukcje maszyn, serwis | Regulacje precyzyjne, cienkie ścianki, miejsca narażone na drgania |
| Montaż | Szybki i odporny na drobne błędy | Wymaga większej ostrożności i czystszego otworu |
| Odporność na uszkodzenia | Zwykle lepsza przy częstym serwisie | Bardziej wrażliwy na zanieczyszczenia i krzywe wprowadzenie śruby |
| Precyzja regulacji | Przeciętna | Wyższa, bo każdy obrót daje mniejszy przesuw |
| Ryzyko samoodkręcania | W wielu aplikacjach trzeba je dodatkowo ograniczać zabezpieczeniem | Bywa niższe, ale nie zwalnia to z użycia odpowiedniego zabezpieczenia |
Najczęściej wybieram skok zwykły tam, gdzie liczy się prostota, dostępność części i odporność na realne warunki pracy. Skok drobny ma sens, gdy konstrukcja wymaga dokładniejszej regulacji albo gdy połączenie pracuje w warunkach, w których mniejszy skok daje lepsze „trzymanie”. Ale nie jest to automatycznie lepsze rozwiązanie. W zabrudzonych, często rozbieranych układach drobny gwint potrafi bardziej przeszkadzać niż pomagać.
Przy okazji od razu wyjaśniam jedną rzecz, którą początkujący często mylą: mniejszy skok nie oznacza „mocniejszego gwintu” w każdej sytuacji. Czasem daje lepszą kontrolę, czasem większą powierzchnię styku, ale o wytrzymałości połączenia decyduje też materiał, głębokość zazębienia i jakość wykonania otworu. To właśnie dlatego wykonanie gwintu w praktyce jest równie ważne jak jego wybór.
Jak wykonać lub odtworzyć gwint w praktyce
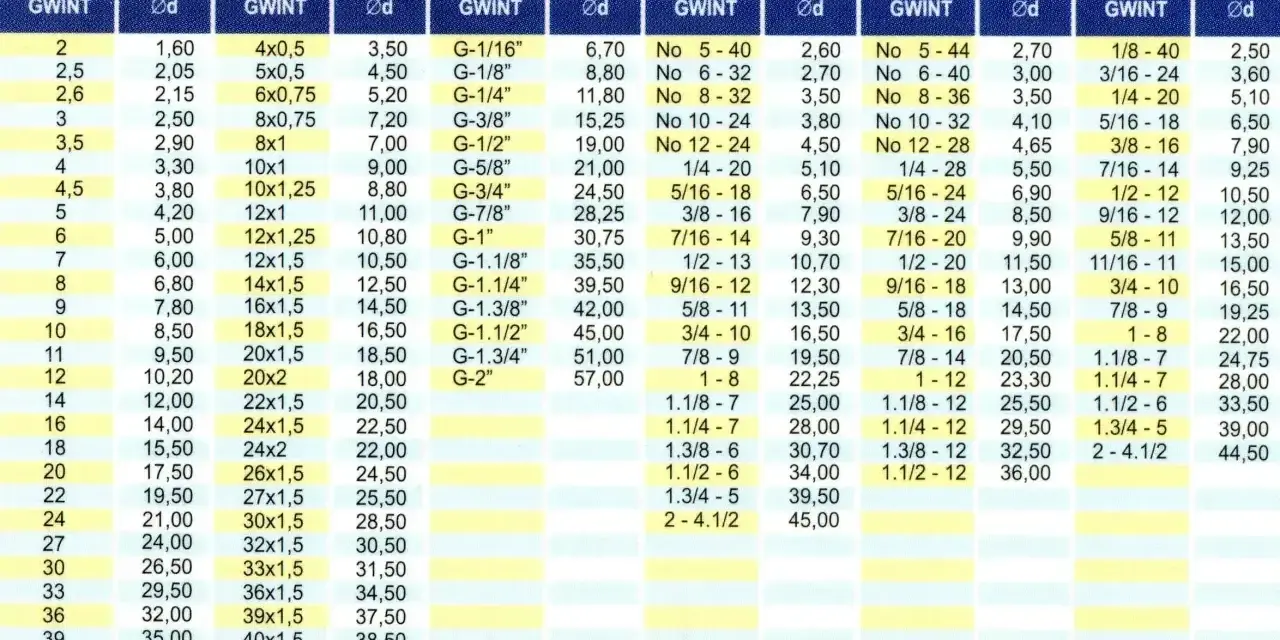
Jeżeli gwint ma powstać w nowym otworze, zaczynam od poprawnego wiercenia. Średnica wiertła pod gwint nie jest przypadkowa i w wielu popularnych rozmiarach da się ją zapamiętać, ale przy pracy warsztatowej i tak wolę sprawdzić tabelę producenta narzędzia. Dla gwintów metrycznych zwykłych najczęściej spotkasz wartości, które dają około 70-75% zazębienia, czyli dobry kompromis między wytrzymałością a łatwością gwintowania.
| Rozmiar | Skok zwykły | Wiertło pod gwint |
|---|---|---|
| M4 | 0,7 mm | 3,3 mm |
| M5 | 0,8 mm | 4,2 mm |
| M6 | 1,0 mm | 5,0 mm |
| M8 | 1,25 mm | 6,8 mm |
| M10 | 1,5 mm | 8,5 mm |
| M12 | 1,75 mm | 10,2 mm |
Sam proces wykonania gwintu prowadzę zawsze tak samo: najpierw faza wejściowa, potem prostopadłe ustawienie narzędzia, później smarowanie i kontrola odprowadzania wióra. W otworach nieprzelotowych szczególnie ważne jest miejsce na wióry, bo ich upchanie na końcu otworu to prosty przepis na urwany gwintownik albo uszkodzony pierwszy zwój. W stali nierdzewnej, aluminium czy materiałach ciągliwych smarowanie robi ogromną różnicę - tu nie ma sensu oszczędzać na chłodziwie czy oleju do gwintowania.
Przy odtwarzaniu uszkodzonego gwintu nie zaczynam od „mocniejszego dokręcania”. Najpierw oceniam zużycie zwojów, potem sprawdzam, czy wystarczy przegwintowanie, czy potrzebna będzie wkładka naprawcza. Wiele połączeń da się jeszcze uratować, ale tylko wtedy, gdy uszkodzenie nie jest całkowite. Jeśli zwoje są wyrobione na dużej długości, wkładka gwintowana zwykle daje pewniejszy rezultat niż doraźna improwizacja.
Ta część praktyki prowadzi do bardzo prostego wniosku: większość problemów z połączeniem nie bierze się z samego rozmiaru, lecz z błędów wykonawczych. I właśnie one najczęściej odróżniają dobre połączenie od kłopotliwego.
Najczęstsze błędy, które niszczą połączenie szybciej niż zużycie materiału
W serwisie widzę kilka powtarzalnych problemów. Najgorsze jest to, że większość z nich da się przewidzieć jeszcze przed montażem. Najczęściej chodzi o błędny dobór skoku, brak czystości, zbyt krótkie zazębienie albo dokręcanie „na wyczucie” bez kontroli momentu.
- Pomylenie skoku - M8 i M8 × 1,25 to nie jest to samo, nawet jeśli różnica na pierwszy rzut oka wydaje się mała. Taki błąd kończy się zazwyczaj zniszczeniem pierwszych zwojów.
- Brak osiowości przy wprowadzaniu śruby - krzywe rozpoczęcie gwintowania powoduje tzw. krzyżowanie, a potem naprawa bywa kosztowna.
- Zbyt mała głębokość gwintu - w otworach nieprzelotowych liczy się nie tylko średnica, ale też realna długość zazębienia.
- Gwintowanie na sucho - w trudniejszych materiałach prowadzi do grzania, zatarcia i niepotrzebnego obciążenia narzędzia.
- Brak zabezpieczenia przed drganiami - samo dokręcenie nie zawsze wystarcza, jeśli maszyna pracuje cyklicznie.
- Zakładanie, że uszkodzony gwint „jeszcze trochę wytrzyma” - to zwykle tylko odkładanie awarii w czasie.
Do tego dochodzi jeszcze jeden błąd, który często kosztuje najwięcej: stosowanie śruby „podobnej”, ale nie identycznej. W praktyce warsztatowej bywa to mieszanka starej części, zamiennika z innej normy i niepewnego narzędzia pomiarowego. Taki zestaw może wyglądać dobrze tylko do momentu pierwszego obciążenia. Jeśli połączenie ma pracować w maszynie, a nie leżeć na stole, zgodność wymiarów musi być bezdyskusyjna.
Gdy już wiem, że połączenie będzie narażone na wibracje, temperaturę albo częste rozbieranie, zadaję kolejne pytanie: czy sam gwint w ogóle jest najlepszym sposobem łączenia? I tu odpowiedź nie zawsze jest twierdząca.
Kiedy lepiej wybrać inne rozwiązanie niż samo połączenie gwintowe
Gwint jest wygodny, ale nie rozwiązuje wszystkiego. Ja traktuję go jako bardzo dobre narzędzie tam, gdzie potrzebne są rozbieralne połączenia o przewidywalnym zachowaniu. Jeśli jednak aplikacja jest bardziej wymagająca, czasem lepiej sięgnąć po rozwiązanie uzupełniające albo całkiem inne.
| Sytuacja | Lepsza opcja | Dlaczego to działa lepiej |
|---|---|---|
| Silne drgania i częsty serwis | Nakrętka samohamowna, klej do gwintów, podkładki zabezpieczające | Ograniczają samoodkręcanie, którego sam gwint nie zatrzyma w każdych warunkach |
| Cienka blacha lub cienkościenny profil | Nitonakrętka albo wkładka gwintowana | Dają większą długość zazębienia i stabilniejsze mocowanie niż sam krótki gwint w materiale |
| Wymagana szczelność | Gwint rurowy z odpowiednim uszczelnieniem | Połączenie konstrukcyjne nie zastąpi systemu zaprojektowanego do uszczelniania |
| Bardzo wysokie obciążenia cykliczne | Sworznie, połączenia wciskowe, kliny lub rozwiązania mieszane | Rozkładają siły inaczej niż zwykły gwint i mogą lepiej pracować w długim okresie |
W praktyce ważne jest nie tylko to, co łączy elementy, ale też jak często będą one demontowane i w jakim środowisku pracują. Jeśli połączenie ma być rozbierane wielokrotnie, gwint będzie się zużywał szybciej, szczególnie gdy materiał jest miękki albo układ pracuje w brudzie i wilgoci. Wtedy wkładka naprawcza, mocniejsza nakrętka albo inny sposób mocowania często daje spokojniejszy serwis i mniej przestojów.
Dlatego przed każdym montażem sprawdzam nie tylko sam rozmiar, lecz także to, czy połączenie ma sens w kontekście całej maszyny. To właśnie ten ostatni krok najczęściej odróżnia poprawny montaż od montażu, który wytrzyma tylko do pierwszego poważniejszego obciążenia.
Co sprawdzam przed ponownym montażem połączenia w maszynie
Przed ponownym skręceniem elementów zawsze przechodzę przez krótką listę kontrolną. Dzięki temu nie wracam później do tego samego miejsca z urwanym zwojem, luźną śrubą albo źle dobranym zamiennikiem. To proste, ale oszczędza czas i nerwy.
- Sprawdzam, czy średnica i skok są zgodne z dokumentacją albo z pewnym wzorcem pomiarowym.
- Ocenam stan pierwszych zwojów, bo to one najczęściej decydują o jakości prowadzenia śruby.
- Czyszczę otwór i usuwam wióry, resztki kleju, korozję oraz stare zabrudzenia.
- Dobieram właściwą klasę pasowania i nie zakładam, że każdy „podobny” element będzie pracował tak samo.
- Stosuję smarowanie lub środek montażowy tam, gdzie materiał i temperatura tego wymagają.
- Jeśli połączenie pracuje w drganiach, dobieram dodatkowe zabezpieczenie, zamiast liczyć wyłącznie na tarcie.
- Przy elementach zużytych od razu rozważam wkładkę gwintowaną zamiast kolejnego prowizorycznego dokręcania.
Jeżeli miałbym zostawić jedną praktyczną myśl, byłaby ona taka: w maszynach nie wygrywa „jakikolwiek gwint”, tylko taki, który jest zgodny z normą, dobrany do obciążenia i poprawnie wykonany. Kiedy te trzy warunki są spełnione, połączenie pracuje przewidywalnie; kiedy któryś z nich jest pominięty, problem zwykle nie pojawia się od razu, tylko wraca w najmniej wygodnym momencie. I właśnie dlatego przy projektowaniu i serwisie warto patrzeć na gwint jak na element krytyczny, a nie detal na końcu listy części.