
Przy gwintowaniu małych połączeń jedna decyzja potrafi przesądzić o jakości całego elementu. Najczęściej chodzi o otwór pod m4 o średnicy 3,3 mm, ale sama liczba nie wystarcza, jeśli zmienia się skok gwintu, typ gwintownika albo materiał. W tym tekście pokazuję, jak dobrać średnicę bez zgadywania i kiedy 3,3 mm nie będzie właściwym wyborem.
Najważniejsze liczby do zapamiętania
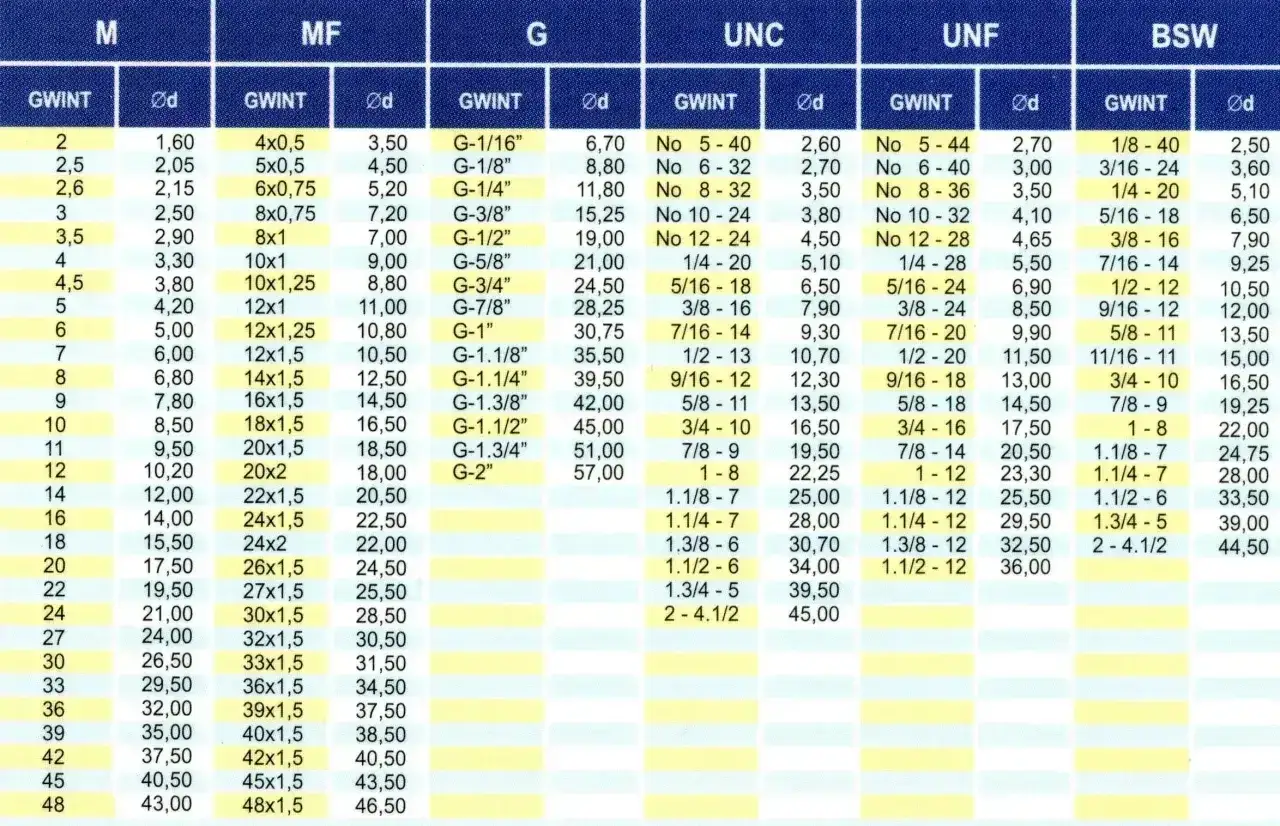
- Dla standardowego gwintu M4 x 0,7 przyjmuje się zwykle 3,3 mm.
- Dla gwintu drobnozwojnego M4 x 0,5 stosuje się najczęściej 3,5 mm.
- Jeśli używasz gwintownika wygniatającego, średnica otworu może wzrosnąć do około 3,7 mm.
- Otwór przelotowy pod śrubę M4 to zupełnie inny temat niż otwór gwintowany: zwykle 4,3 mm, 4,5 mm albo 4,8 mm.
- W praktyce liczy się też materiał, smarowanie, centrowanie i to, czy wykonujesz detal jednostkowo, czy w serii.
Jaki otwór jest właściwy dla M4
Jeśli mówimy o standardowym gwincie metrycznym, odpowiedź jest prosta: M4 x 0,7 wymaga otworu 3,3 mm. To najczęściej spotykany wariant i od tej wartości zaczynam w praktyce niemal zawsze, gdy rysunek techniczny nie podaje niczego innego. Dla gwintu drobnozwojnego M4 x 0,5 przyjmuje się zwykle 3,5 mm, a dla rzadszego M4 x 0,35 około 3,6 mm.
Najkrótsza reguła techniczna brzmi: średnica nominalna minus skok gwintu. Dla M4 x 0,7 daje to 4,0 - 0,7 = 3,3 mm. To dobry punkt startowy, ale tylko wtedy, gdy mówimy o klasycznym gwintowaniu nacinającym. W produkcji warto mieć tę różnicę rozpisaną wprost, bo właśnie tu pojawia się najwięcej pomyłek.
| Wariant | Skok | Średnica otworu | Praktyczne znaczenie |
|---|---|---|---|
| M4 x 0,7 | 0,7 mm | 3,3 mm | Standardowy gwint, najczęstszy wybór |
| M4 x 0,5 | 0,5 mm | 3,5 mm | Gwint drobnozwojny, gdy projekt tego wymaga |
| M4 x 0,35 | 0,35 mm | 3,6 mm | Wariant rzadszy, stosowany w bardziej wyspecjalizowanych aplikacjach |
| M4 x 0,7 dla gwintownika wygniatającego | 0,7 mm | około 3,7 mm | Inna technologia, bo gwint nie jest wycinany, tylko formowany |
To jeszcze nie zamyka tematu, bo w praktyce znaczenie ma też to, jak ten gwint powstaje i jakiej nośności oczekujesz od połączenia. I właśnie tutaj zaczynają się naprawdę istotne różnice.
Dlaczego skok i technologia zmieniają wynik
Ja patrzę na ten temat w prosty sposób: średnica otworu nie jest celem samym w sobie, tylko elementem układu między materiałem, narzędziem i oczekiwaną wytrzymałością gwintu. Przy gwintowaniu nacinającym otwór musi być mniejszy, bo gwintownik usuwa materiał. Przy gwintowaniu wygniatającym otwór jest większy, bo materiał jest odkształcany, a nie skrawany.
Dla M4 x 0,7 standardowe 3,3 mm daje rozsądny kompromis między wytrzymałością a momentem gwintowania. Jeśli zależy ci na lżejszej pracy narzędzia, producenci narzędzi podają też wartości odpowiadające mniejszemu udziałowi zarysu gwintu. To nie jest błąd, tylko świadoma korekta technologiczna.
| Udział zarysu gwintu | Otwór dla M4 x 0,7 | Co z tego wynika |
|---|---|---|
| 70% | 3,36 mm | Gwint nieco lżejszy w wykonaniu |
| 75% | 3,32 mm | Blisko wartości katalogowej dla standardowego zastosowania |
| 80% | 3,27 mm | Większa nośność, ale wyraźnie większy opór skrawania |
W praktyce różnice rzędu 0,1-0,2 mm robią większą robotę, niż wielu początkujących zakłada. Ja traktuję je jako narzędzie do kontroli procesu, a nie jako okazję do przypadkowego „poprawiania” wymiaru. Kiedy to rozróżnisz, przejście do samego wiercenia staje się dużo prostsze.
Jak dobrać wiertło krok po kroku
Ja zawsze zaczynam od pytania, czy detal ma być gwintowany, czy tylko przewiercony pod śrubę. Dopiero potem dobieram średnicę. Taka kolejność oszczędza najwięcej błędów, bo mylenie tych dwóch przypadków należy do najczęstszych w warsztacie i na produkcji.
- Sprawdź oznaczenie gwintu na rysunku, najlepiej z pełnym skokiem, czyli na przykład M4 x 0,7, a nie samo M4.
- Ustal, czy wykonujesz gwint nacinany, czy wygniatany, bo od tego zależy średnica otworu.
- Dobierz wiertło do materiału. Do stali i stali nierdzewnej sens ma dobre HSS albo HSS-Co, do aluminium wystarczy solidne HSS, ale nadal liczy się ostrość.
- Wierć prosto i bez pośpiechu. Przy M4 najmniejszy skręt na wejściu potrafi później dać krzywy gwint.
- Usuń grat i zrób lekką fazkę wejściową, żeby gwintownik wszedł stabilnie i nie wyłamał pierwszych zwojów.
- Jeśli robisz serię, wykonaj detal próbny i sprawdź, czy śruba wchodzi płynnie bez nadmiernego luzu albo zatarcia.
W tej skali błędy nie wyglądają spektakularnie, ale potrafią kosztować czas i narzędzia. Najwięcej zyskuje się nie na samej operacji wiercenia, tylko na spokojnym przygotowaniu otworu i kontroli pierwszej sztuki.
Najczęstsze błędy przy wierceniu pod M4
W praktyce te same pomyłki powtarzają się bez względu na branżę. Nie wynikają z braku doświadczenia, tylko z przyzwyczajenia do „zawsze tak robimy”. Przy M4 to bywa szczególnie ryzykowne, bo detal jest mały i margines błędu naprawdę szybko znika.
- Mylenie gwintu z otworem przelotowym - 3,3 mm służy do gwintowania, a nie do przejścia śruby.
- Zakładanie, że każde M4 ma ten sam skok - standard to 0,7 mm, ale w dokumentacji trafiają się też inne warianty.
- Wiercenie zużytym wiertłem - średnica robi się większa niż zakładasz, a gwint wychodzi płytszy.
- Brak odgratowania - gwintownik zaczyna krzywo, a pierwsze zwoje są uszkodzone już na starcie.
- Pomijanie smarowania - w stali i nierdzewce zwiększa to opór, temperaturę i ryzyko urwania narzędzia.
- Zbyt duże zaufanie do „na oko” - przy małych średnicach różnica 0,1 mm jest naprawdę odczuwalna.
Jeśli te błędy wyeliminujesz, sam proces robi się przewidywalny. A jeśli okazuje się, że śruba ma tylko przechodzić przez element, a nie ma wchodzić w gwint, to wartości będą już zupełnie inne.
Gdy potrzebny jest tylko przelot dla śruby M4
To ważne rozróżnienie, bo w praktyce wiele osób szuka „otworu pod M4”, a tak naprawdę potrzebuje otworu przelotowego. Wtedy nie gwintujesz detalu, tylko robisz miejsce na przejście śruby. Dla M4 standardowo spotkasz trzy typy pasowania: ciasne, normalne i luźne.
| Pasowanie | Średnica otworu | Kiedy się sprawdza |
|---|---|---|
| Ciasne | 4,3 mm | Gdy liczy się dokładne pozycjonowanie elementów |
| Normalne | 4,5 mm | Najbardziej uniwersalne rozwiązanie montażowe |
| Luźne | 4,8 mm | Gdy potrzebujesz większego zapasu montażowego albo korekty ustawienia |
Ja rozdzielam te dwa przypadki bardzo konsekwentnie, bo pomyłka między 3,3 mm a 4,5 mm oznacza po prostu inny detal. Przy montażu konstrukcyjnym, osłonach czy elementach serwisowych to rozróżnienie oszczędza najwięcej nerwów. Gdy już to ustalisz, pozostaje ostatni krok: kontrola procesu przed serią.
Co sprawdzam przed puszczeniem serii
W produkcji nie zamykam tematu na jednej liczbie z tabeli. Zanim uruchomię serię, robię próbkę, sprawdzam płynność wejścia śruby i zapisuję, czy stosowany był gwintownik nacinający czy wygniatający. To szczególnie ważne przy stali nierdzewnej, cienkich ściankach i partiach materiału, które potrafią zachowywać się minimalnie inaczej.
- Potwierdzam pełne oznaczenie gwintu, a nie tylko sam rozmiar M4.
- Sprawdzam, czy w instrukcji nie mieszają się otwór gwintowany i przelotowy.
- Zostawiam jeden detal referencyjny do kontroli narzędzia i kolejnych sztuk.
- Ustalam, czy średnica ma być trzymana sztywno na 3,3 mm, czy dopuszcza się korektę technologiczną.
- W przypadku stali i nierdzewki pilnuję chłodzenia oraz stanu ostrza narzędzia.
Przy M4 najbardziej opłaca się myśleć o całym układzie: materiał, narzędzie, skok gwintu i typ połączenia. Sama wartość 3,3 mm jest ważna, ale dopiero w tym kontekście daje powtarzalny efekt i naprawdę dobre połączenie.