Skok gwintu to jeden z tych parametrów, które na papierze wyglądają niepozornie, a w praktyce decydują o tym, czy śruba i nakrętka rzeczywiście będą ze sobą współpracować. W tym tekście wyjaśniam, czym różni się standardowy skok gwintu od drobnozwojnego, jak czytać oznaczenia typu M8 czy M10 × 1,5 oraz jak szybko sprawdzić skok w warsztacie bez zgadywania. Dorzucam też praktyczne przykłady dla najczęściej spotykanych gwintów metrycznych, bo właśnie tam najłatwiej o kosztowną pomyłkę.
Najważniejsze informacje w skrócie
- Skok gwintu to odległość osiowa między kolejnymi zwojami, podawana w milimetrach.
- W oznaczeniu metrycznym zapis bez skoku, np. M8, zwykle oznacza skok podstawowy dla danej średnicy.
- W seryjnych połączeniach złącznych najczęściej spotkasz gwint zgrubny, a nie drobnozwojny.
- Gwint drobny daje większą precyzję regulacji, ale zwykle wymaga większej dokładności wykonania i montażu.
- Najpewniej sprawdzisz skok grzebieniem gwintowym albo przez pomiar długości kilku zwojów suwmiarką.
- Mylenie skoku z średnicą to jeden z najczęstszych powodów, dla których śruba „prawie pasuje”, ale jednak nie daje się poprawnie skręcić.
Czym jest skok gwintu i dlaczego ma znaczenie
Skok gwintu to odległość osiowa między odpowiadającymi sobie punktami dwóch sąsiednich zwojów. W gwincie metrycznym podaje się go w milimetrach, więc zapis 1,5 oznacza, że śruba przesuwa się o 1,5 mm na jeden obrót. Ja traktuję ten parametr jako coś więcej niż detal geometryczny: od skoku zależy tempo montażu, odporność na luzowanie, precyzja regulacji i to, czy elementy w ogóle będą ze sobą pasować.
W gwintach jednokrotnych skok i posuw są tym samym, ale przy gwintach wielozwojnych te wartości już się rozjeżdżają. W praktyce w elementach złącznych do maszyn i konstrukcji najczęściej spotykamy właśnie gwinty jednokrotne, dlatego wystarczy zapamiętać prostą zasadę: im większy skok, tym szybciej śruba „idzie” w materiał, ale tym mniej dokładnie można nią regulować pozycję. To właśnie dlatego przy doborze elementu zaczynam zawsze od oznaczenia, a dopiero potem patrzę na średnicę i klasę tolerancji.
Jak odczytać oznaczenie gwintu metrycznego
W oznaczeniach metrycznych najważniejsze są dwie informacje: średnica nominalna i skok. Zapis M8 × 1,25 oznacza gwint metryczny o średnicy nominalnej 8 mm i skoku 1,25 mm. Jeśli w katalogu widzisz samo M8, to zazwyczaj chodzi o skok podstawowy przewidziany dla tej średnicy w serii ISO 261, czyli w praktyce o najczęściej stosowaną wersję zgrubną.
To wygodne rozwiązanie, bo w handlu i produkcji nie trzeba dopisywać skoku tam, gdzie jest on domyślny. Gdy jednak skok odbiega od standardowego, producent podaje go wprost po znaku mnożenia. Właśnie dlatego zapis M10 × 1,5 jest jednoznaczny, a samo M10 wymaga już odwołania do tabeli lub normy. Ja zwykle sprawdzam to od razu, bo na oko dwa gwinty metryczne potrafią wyglądać bardzo podobnie.
| Oznaczenie | Co oznacza | Jak czytam to w praktyce |
|---|---|---|
| M6 | Średnica nominalna 6 mm, skok podstawowy 1,0 mm | Typowy gwint złączny do montażu ogólnego |
| M8 | Średnica nominalna 8 mm, skok podstawowy 1,25 mm | Częsty wybór w budowie maszyn i konstrukcjach lekkich |
| M10 × 1,5 | Średnica 10 mm, skok 1,5 mm | Skok jest podany jawnie, więc nie trzeba zgadywać serii |
| M12 | Średnica nominalna 12 mm, skok podstawowy 1,75 mm | Jeden z najczęściej spotykanych rozmiarów w przemyśle |
W praktyce warto zapamiętać jeszcze jedną rzecz: sam zapis „M” nie mówi nic o jakości wykonania, tylko o systemie wymiarowym. Tę samą logikę znajdziesz w rodzinie norm ISO dla gwintów metrycznych, gdzie rozdziela się geometrię, skok i tolerancje. Kiedy ten zapis jest już jasny, warto zobaczyć, jakie skoki są najczęściej spotykane w praktyce.
Jakie skoki są standardowe dla najczęstszych średnic
Tu przydaje się konkret. Najpopularniejsze śruby w warsztacie, utrzymaniu ruchu i produkcji mają dość przewidywalne pary średnica-skoku, więc da się je zapamiętać bez ciągłego zaglądania do tabel. Poniżej zebrałem najczęściej spotykane kombinacje, bo to one najczęściej decydują o tym, czy zamówisz właściwą nakrętkę albo poprawny gwintownik.
| Średnica nominalna | Standardowy skok [mm] | Przykładowy zapis | Typowe zastosowanie |
|---|---|---|---|
| M1,6 | 0,35 | M1,6 × 0,35 | Drobne elementy, elektronika, precyzyjny montaż |
| M2 | 0,4 | M2 × 0,4 | Małe podzespoły i lekkie konstrukcje |
| M3 | 0,5 | M3 | Osłony, obudowy, drobny osprzęt |
| M4 | 0,7 | M4 | Mocowania ogólne, małe maszyny |
| M5 | 0,8 | M5 | Elementy montażowe, uchwyty, osprzęt |
| M6 | 1,0 | M6 | Połączenia uniwersalne, serwis, utrzymanie ruchu |
| M8 | 1,25 | M8 | Bardzo częsty standard w maszynach i konstrukcjach |
| M10 | 1,5 | M10 | Typowe połączenia przemysłowe i konstrukcyjne |
| M12 | 1,75 | M12 | Konstrukcje, maszyny, mocniejsze łączenia |
| M16 | 2,0 | M16 | Większe obciążenia i elementy nośne |
| M20 | 2,5 | M20 | Cięższe konstrukcje i osprzęt przemysłowy |
Warto zapamiętać przede wszystkim kilka „kotwic”: M6 = 1,0 mm, M8 = 1,25 mm, M10 = 1,5 mm, M12 = 1,75 mm, M16 = 2,0 mm i M20 = 2,5 mm. To właśnie te rozmiary wracają najczęściej w katalogach, zamówieniach i na liniach montażowych. Dopiero po takim zestawieniu widać, kiedy skok standardowy wystarczy, a kiedy lepiej sięgnąć po drobniejszy.
Gwint zgrubny i drobnozwojny nie są tym samym
W praktyce handlowej i warsztatowej najczęściej spotykasz gwint zgrubny, czyli taki, w którym skok jest domyślny dla danej średnicy. ISO 261 jasno rozróżnia serie skoków, ale nie przypisuje im oceny jakości. To ważne, bo „grubszy” nie znaczy gorszy, a „drobniejszy” nie znaczy lepszy. To po prostu inne narzędzie do innego zadania.
| Kryterium | Skok standardowy | Skok drobny |
|---|---|---|
| Tempo montażu | Szybsze skręcanie i łatwiejsze łapanie zwoju | Więcej obrotów do pełnego skręcenia |
| Odporność na zabrudzenia i uszkodzenia | Zwykle lepsza tolerancja na mniej idealne warunki | Wymaga czystszego i dokładniejszego gwintu |
| Precyzja regulacji | Mniejsza, bo jeden obrót daje większy przesuw | Większa, co pomaga przy dokładnym ustawianiu |
| Zastosowanie | Połączenia uniwersalne, serwis, typowa produkcja | Regulacje, cienkie ścianki, wybrane rozwiązania techniczne |
| Kiedy mnie interesuje bardziej | Gdy liczy się prosty montaż i pewne zazębienie | Gdy potrzeba delikatniejszej korekty lub większej kontroli |
Ja najczęściej wybieram skok standardowy wtedy, gdy połączenie ma być odporne na zwykłe warunki pracy i nie ma sensu komplikować montażu. Po gwint drobny sięgam wtedy, gdy potrzebuję dokładniejszej regulacji albo gdy konstrukcja wymusza konkretną serię. Widać to szczególnie przy cienkościennych elementach i w połączeniach, w których liczy się każdy milimetr zazębienia.
Jeśli jednak masz w ręku konkretną śrubę albo nakrętkę, najlepiej szybko potwierdzić skok pomiarem. W praktyce to oszczędza więcej czasu niż zgadywanie po wyglądzie zwoju.
Jak zmierzyć skok bez zgadywania
Najpewniejszym narzędziem jest grzebień gwintowy, czyli skokomierz. Dobierasz odpowiedni listek do zwoju i od razu widzisz, czy pasuje. Jeśli nie mam skokomierza pod ręką, używam suwmiarki i mierzę długość kilku pełnych zwojów, a potem dzielę wynik przez ich liczbę. To proste, ale trzeba robić to uważnie, bo jeden zły odczyt przekłamuje cały wynik.
- Zmierz średnicę nominalną śruby lub otworu gwintowanego.
- Przyłóż grzebień gwintowy i sprawdź, który listek wchodzi bez luzu.
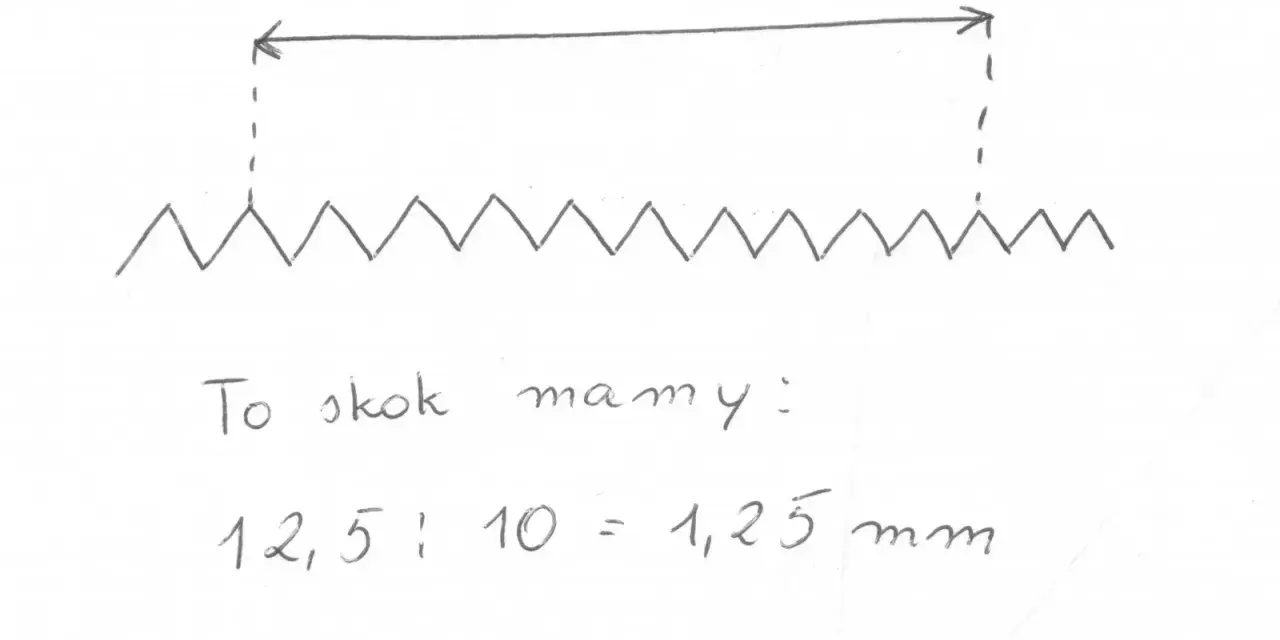
- Jeśli nie masz grzebienia, policz na przykład 10 zwojów i zmierz ich długość.
- Podziel wynik przez liczbę zwojów. Przykład: 15 mm / 10 = 1,5 mm.
- Porównaj wynik z oznaczeniem katalogowym i upewnij się, że pasuje też typ gwintu oraz kierunek skrętu.
Ważne jest też to, czego nie mierzyć. Nie interesuje mnie głębokość rowka ani wysokość zwoju, bo to zupełnie inny parametr. Skok to odległość osiowa między odpowiadającymi sobie punktami zwojów, nie „szerokość” rowka. Jeśli zatem liczysz połówki zwoju albo mierzysz od czubka do dna, dostaniesz wynik, który wygląda technicznie, ale do niczego się nie nadaje.
Po takim pomiarze błędy zwykle wychodzą same, ale nadal łatwo popełnić kilka typowych pomyłek montażowych. I właśnie one najczęściej psują poprawnie dobrane połączenie.
Najczęstsze błędy przy doborze i montażu
Największy problem nie polega na tym, że ktoś nie zna definicji skoku. Problem zaczyna się wtedy, gdy w pośpiechu zakłada, że „prawie pasuje”, więc pewnie będzie dobrze. W praktyce taka logika kończy się uszkodzonym gwintem, przekoszoną nakrętką albo niepotrzebnym przestojem na stanowisku.
- Mylenie średnicy ze skokiem. M8 i M8 × 1,25 to nie dwie drobne odmiany tego samego, tylko zapis, który może decydować o zgodności z nakrętką.
- Mieszanie systemów metrycznego i calowego. Śruba M6 nie pasuje do 1/4"-20, mimo że wizualnie bywa podobna.
- Zakładanie, że gwint zgrubny i drobny różnią się jakością. To tylko inne serie wymiarowe, a nie ocena wykonania.
- Ignorowanie tolerancji. Sam skok nie wystarczy, jeśli klasa pasowania śruby i nakrętki jest źle dobrana.
- Wkręcanie na siłę. Jeśli po pierwszym lub drugim obrocie pojawia się opór, zatrzymuję się od razu, zamiast „dociągać” po omacku.
- Pomiar na brudnym lub uszkodzonym gwincie. Zabrudzenie potrafi dać złudzenie innego skoku i fałszuje odczyt.
W serwisie i produkcji najbardziej kosztowny jest zwykle ostatni błąd, bo jeden źle dobrany element potrafi zatrzymać całą operację. Dlatego przed montażem wolę poświęcić minutę na weryfikację niż godzinę na poprawki. Na koniec zostaje krótka checklista, którą sam stosuję przed zamówieniem elementów złącznych.
Co sprawdzam przed zamówieniem śrub, nakrętek i gwintowników
Jeśli zależy mi na pewnym połączeniu, nie patrzę wyłącznie na samą średnicę. Najpierw potwierdzam skok, potem sprawdzam kierunek gwintu, a dopiero później dobieram klasę tolerancji i długość elementu. To prosty porządek, ale właśnie on eliminuje większość nieporozumień między działem technicznym, magazynem i montażem.
- średnica nominalna,
- skok gwintu,
- kierunek skrętu,
- klasa tolerancji,
- długość zazębienia i warunki pracy,
- czy połączenie będzie narażone na drgania, zabrudzenie albo częsty demontaż.
Jeśli mam podać jedną praktyczną zasadę, to jest ona prosta: najpierw potwierdzam skok, potem dopiero patrzę na resztę parametrów. W warsztacie i w produkcji to właśnie ta kolejność oszczędza najwięcej czasu, zwrotów materiału i niepotrzebnego siłowania się z elementem, który od początku był źle dobrany.