Gdy detal jest już utwardzony, ma złożone kieszenie albo wymaga ostrych naroży, klasyczne skrawanie często przestaje być opłacalne. W takich sytuacjach wchodzi w grę obróbka elektroerozyjna, czyli metoda, w której materiał usuwa nie nóż, lecz kontrolowane wyładowanie elektryczne. W tym tekście pokazuję, kiedy ta technika daje realną przewagę, jakie ma odmiany, co wpływa na dokładność i gdzie łatwo podnieść koszty bez wyraźnego zysku.
Najważniejsze fakty o EDM w obróbce metali
- Proces działa tylko na materiałach przewodzących prąd, ale radzi sobie z bardzo twardymi stopami i stalami po hartowaniu.
- Największa przewaga to brak sił skrawania, dzięki czemu można obrabiać delikatne lub skomplikowane geometrie.
- W praktyce liczą się trzy odmiany: drążenie wgłębne, wycinanie drutem i drążenie otworów.
- Dokładność i chropowatość zależą głównie od energii impulsu, płukania dielektrykiem i liczby przejść wykańczających.
- Technologia bywa wolniejsza od frezowania, ale często wygrywa tam, gdzie narzędzie skrawające szybko traci sens ekonomiczny.
- Największe pułapki to zbyt optymistyczny dobór parametrów, niedoszacowanie czasu przygotowania elektrody i brak miejsca na operacje wykańczające.
Jak działa obróbka elektroerozyjna i co odróżnia ją od skrawania
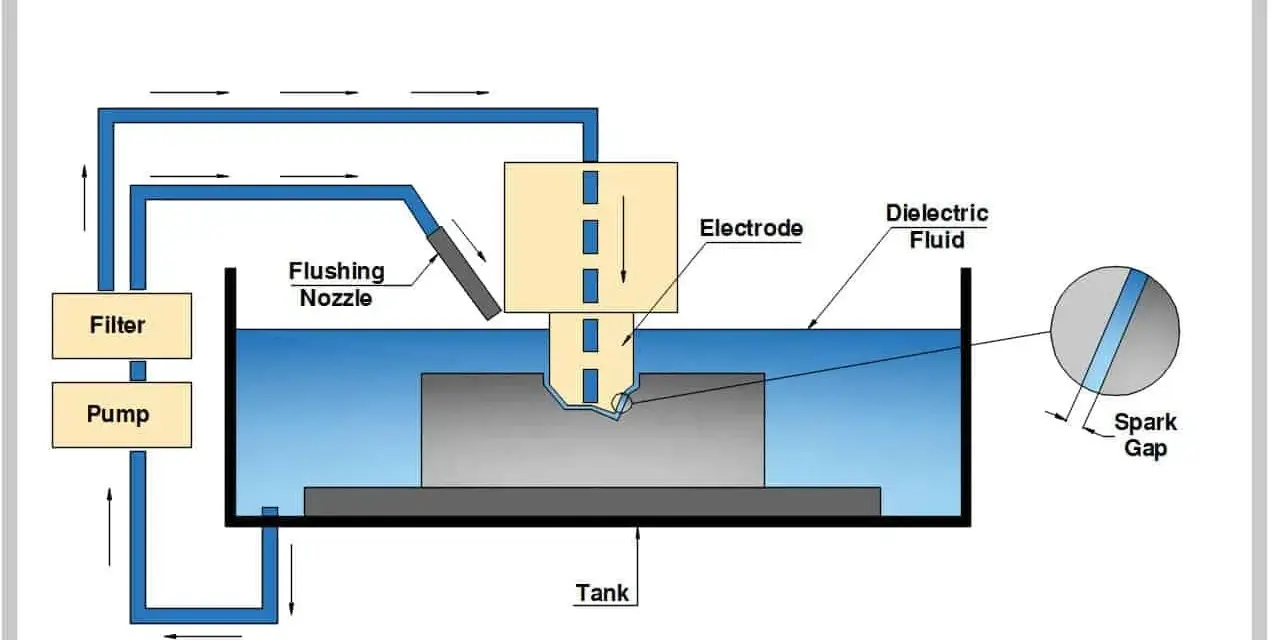
W tej metodzie nie ma kontaktu narzędzia z detalem w klasycznym sensie. Między elektrodą a obrabianym materiałem powstają krótkie, sterowane impulsy elektryczne, które lokalnie topią i odparowują mikroskopijne porcje metalu. Całość dzieje się w dielektryku, czyli cieczy izolującej, która stabilizuje wyładowanie i wypłukuje produkty erozji.
Najważniejsze jest to, że proces nie zależy od twardości materiału tak jak frezowanie. Dla mnie to właśnie odróżnia EDM od większości operacji CNC: siły skrawania praktycznie znikają, więc łatwiej obrabiać cienkościenne elementy, głębokie wnęki, ostre detale i części po obróbce cieplnej. Cena za to rozwiązanie jest uczciwa, ale konkretna: proces jest wolniejszy, wymaga przewodzącego materiału i zostawia warstwę przejściową, którą czasem trzeba później usunąć.
W praktyce technologia dobrze sprawdza się przy stalach narzędziowych, węglikach spiekanych, tytanie, Inconelu i innych stopach, z którymi klasyczne narzędzia walczą dość krótko. To dobry punkt wyjścia, ale nie każdy detal z metalu od razu powinien trafiać na tę ścieżkę. O tym decyduje przede wszystkim geometria, seria i koszt przygotowania.
Kiedy EDM ma przewagę nad frezowaniem i toczeniem
Najczęściej wybieram ją wtedy, gdy tradycyjne skrawanie przestaje być pewne albo po prostu robi się za drogie. W zakładach narzędziowych i formierskich to codzienność: wnęki form, ostre naroża, małe promienie, trudne do uzyskania kieszenie i elementy wykonane z materiału już po hartowaniu. W takich przypadkach omijam dodatkowe operacje, które normalnie wymagałyby odpuszczania, ponownego hartowania albo kilku różnych narzędzi.
| Metoda | Największa zaleta | Ograniczenie | Najlepsze zastosowanie |
|---|---|---|---|
| EDM | Brak sił skrawania i wysoka dokładność w trudnych geometriach | Wolniejszy proces i wyższy koszt przygotowania | Formy, matryce, hartowane stale, cienkie elementy |
| Frezowanie CNC | Wysoka wydajność i elastyczność przy prostszych kształtach | Ograniczenia narzędzia przy twardych materiałach i ostrych narożach | Większość detali seryjnych, obróbka zgrubna i półwykańczająca |
| Toczenie | Świetna ekonomia przy elementach osiowych | Tylko geometrie obrotowe | Wałki, tuleje, pierścienie, elementy osiowe |
| Szlifowanie | Bardzo dobra jakość powierzchni | Mały zakres naddatku i ograniczona geometria | Wykończenie płaszczyzn i powierzchni precyzyjnych |
Jeśli detal jest prosty, a materiał da się sprawnie skrawać, EDM zwykle przegrywa ekonomicznie. Jeśli jednak geometria jest trudna, materiał po hartowaniu, a błąd wymiaru byłby kosztowny, przewaga tej technologii szybko się broni. Właśnie dlatego w praktyce produkcyjnej nie patrzę tylko na samą możliwość wykonania kształtu, ale na cały łańcuch operacji.
Jakie są trzy najczęstsze odmiany i gdzie się je stosuje
W rozmowach produkcyjnych często mówi się o EDM skrótowo, ale w rzeczywistości to kilka różnych procesów. Każdy z nich rozwiązuje inny problem i każdy ma inne koszty przygotowania. To ważne, bo pomylenie zastosowania potrafi zepsuć kalkulację już na etapie oferty.
| Odmiana | Jak działa | Typowe zastosowanie | Na co uważać |
|---|---|---|---|
| Drążenie wgłębne | Elektroda ma kształt negatywu wnęki i „wypala” ją w detalu | Kieszenie form, gniazda, złożone wnętrza | Zużycie elektrody i czas jej wykonania |
| Wycinanie drutem | Cięcie wykonuje cienki drut prowadzony przez detal | Profile, przekroje, dokładne kontury, matryce i stemple | Potrzeba otworu startowego i ograniczenia grubości detalu |
| Drążenie otworów | Specjalna elektroda rurowa wykonuje małe, głębokie otwory | Otwory startowe, kanały chłodzące, detale lotnicze | Wypłukiwanie urobku i stabilność procesu w małych średnicach |
Z mojego punktu widzenia wycinanie drutem jest najłatwiejsze do zrozumienia przez osoby spoza branży, bo przypomina precyzyjne cięcie konturu. Drążenie wgłębne jest bardziej „narzędziowe” i częściej wymaga przygotowania dedykowanej elektrody, ale w zamian pozwala tworzyć wnęki, których frez nie osiągnie bez ryzyka kolizji. Drążenie otworów to z kolei specjalizacja do zadań, w których liczy się średnica, głębokość i szybkie rozpoczęcie kolejnej operacji.
Jak wygląda przebieg operacji od programu do detalu

W dobrze prowadzonej produkcji cały proces zaczyna się jeszcze przed ustawieniem maszyny. Najpierw trzeba zdecydować, czy detal ma iść w drążenie wgłębne, wycinanie drutem czy drążenie otworów, a potem dobrać elektrodę, parametry impulsu i sposób płukania. Dopiero na końcu wchodzi właściwa obróbka, ale jej wynik zależy od przygotowania bardziej, niż wielu osobom się wydaje.
- Analiza geometrii - sprawdzam, które powierzchnie są krytyczne, gdzie potrzebne są ostre naroża i czy po drodze nie pojawi się problem z wypłukiwaniem urobku.
- Dobór strategii - wybieram między zgrubnym zbieraniem materiału a podejściem wykańczającym, bo nie każda wnęka wymaga od razu najwyższej jakości powierzchni.
- Przygotowanie elektrody lub drutu - w drążeniu wgłębnych kształt elektrody ma bezpośredni wpływ na końcowy detal, więc błąd na tym etapie przenosi się na całą partię.
- Ustawienie dielektryka - płukanie i czystość medium decydują o stabilności wyładowania oraz o tym, czy proces będzie spokojny, czy zacznie przerywać.
- Obróbka zgrubna - tutaj liczy się tempo usuwania materiału, ale zbyt agresywne ustawienie od razu pogorszy powierzchnię i zwiększy zużycie elektrody.
- Przejścia wykańczające - zmniejszam energię impulsu, żeby poprawić chropowatość i ograniczyć warstwę przejściową na powierzchni.
- Kontrola wymiarów - sprawdzam nie tylko wymiar końcowy, ale też ewentualne odchyłki po stronie naroży, stożkowatości i jakości powierzchni.
W praktyce największą różnicę robi stabilne płukanie. Jeśli urobek nie jest skutecznie usuwany, pojawiają się zwarcia, łukowanie i niepotrzebne ślady na powierzchni. To właśnie dlatego dobrze ustawiona maszyna często wygrywa nie „siłą”, tylko powtarzalnością procesu. I tu przechodzimy do najważniejszego pytania: co naprawdę ustala jakość detalu, a nie tylko szybkość obróbki.
Co naprawdę decyduje o dokładności, powierzchni i zużyciu elektrody
W tej technologii nie ma jednego magicznego parametru. Najważniejsze są: energia pojedynczego impulsu, czas jego trwania, odstęp między elektrodą a detalem, wydajność płukania oraz materiał elektrody. Gdy zwiększam energię, proces robi się szybszy, ale powierzchnia staje się bardziej chropowata. Gdy ją zmniejszam, zyskuję jakość, ale tracę wydajność. To klasyczny kompromis, którego nie da się obejść samym marketingiem katalogowym.
W praktyce dobrze jest patrzeć na trzy rzeczy naraz: tolerancję, chropowatość i stan warstwy wierzchniej. Przy precyzyjnych zastosowaniach przemysłowych tolerancje rzędu kilku mikrometrów są realne, ale wymagają stabilnej maszyny, kontrolowanej temperatury i sensownego przygotowania detalu. Chropowatość z kolei zależy od liczby przejść wykańczających; zgrubna obróbka zostawia wyraźnie gorszą powierzchnię niż finalne przejście. Jeśli detal ma pracować zmęczeniowo albo w warunkach krytycznych, trzeba też brać pod uwagę warstwę przetopioną i strefę wpływu ciepła.
- Energia impulsu - większa energia przyspiesza zbieranie materiału, ale zwiększa ślady po kraterach.
- Płukanie - jeśli dielektryk nie usuwa urobku, proces staje się niestabilny i traci dokładność.
- Materiał elektrody - grafit, miedź i ich odmiany zachowują się inaczej, szczególnie przy wykańczaniu.
- Geometria detalu - głębokie kieszenie i wąskie szczeliny są trudniejsze niż otwarte powierzchnie.
- Liczba przejść - dodatkowe przejście wykańczające często daje więcej niż dalsze podnoszenie parametrów zgrubnych.
Jeśli miałbym wskazać jeden błąd najczęstszy u mniej doświadczonych firm, to byłoby nim zbyt szybkie ustawienie procesu „na maksimum”. W EDM to zwykle kończy się tylko gorszą powierzchnią, większym zużyciem elektrody i większą liczbą poprawek. Lepiej zejść z agresji procesu i świadomie zbudować parametry pod konkretny efekt, zamiast liczyć, że sama maszyna rozwiąże problem.
Gdzie rosną koszty i jak przygotować detal, żeby technologia się opłaciła
Najdroższe w tej technologii nie zawsze jest samo wyładowanie. Często płaci się za przygotowanie elektrody, czas programowania, wielkość detalu, ilość przejść oraz kontrolę jakości po obróbce. W drążeniu wgłębnym koszt rośnie szczególnie wtedy, gdy potrzebnych jest kilka elektrod do jednego gniazda: osobno do zgrubienia, osobno do wykończenia i czasem jeszcze do korekty. W wycinaniu drutem największą pozycją bywa czas maszyny i zużycie drutu, ale cały proces nadal pozostaje opłacalny przy precyzyjnych konturach.
W praktyce opłaca się przygotować dokumentację tak, żeby operator nie musiał zgadywać. Jeśli detal ma trafić do EDM, wpisuję na rysunku nie tylko wymiar, ale też wymagany stan powierzchni, dopuszczalną warstwę przetopioną i informację, czy po obróbce przewidziane jest polerowanie albo szlif. To drobiazgi, ale właśnie one decydują, czy technologia będzie działała po naszej stronie, czy wygeneruje serię kosztownych korekt.
- określ, które powierzchnie są krytyczne wymiarowo, a które tylko funkcjonalnie;
- zostaw miejsce na planowane wykańczanie, jeśli detal ma mieć niski Ra;
- nie zakładaj, że ostry narożnik zawsze da się uzyskać bez kompromisu;
- przy częściach obciążonych zmęczeniowo sprawdź, czy warstwa po EDM może wymagać usunięcia;
- jeśli detal jest bardzo drogi w wykonaniu, porównaj EDM z alternatywą jeszcze przed zamówieniem narzędzi.
Dobrze przygotowany projekt oszczędza więcej niż sama optymalizacja parametrów na maszynie. Jeśli mam zostawić jedną praktyczną myśl, to właśnie tę: ta metoda daje świetne rezultaty tam, gdzie geometria i materiał wymykają się klasycznemu skrawaniu, ale opłacalność rośnie dopiero wtedy, gdy technologia jest wpisana w cały proces produkcyjny, a nie traktowana jako ratunek na końcu.