W obróbce metali stożek rzadko jest tylko geometrią z rysunku. Od jego zbieżności zależą pasowanie oprawki, samohamowność połączenia, łatwość wyjmowania narzędzia i to, czy detal przejdzie kontrolę bez poprawek. Ten tekst porządkuje temat od podstaw: pokazuje, jak czytać tabelę zbieżności, jak przeliczać ją na kąt i jak wykorzystać te wartości przy toczeniu oraz kontroli części na CNC.
Najważniejsze liczby i decyzje w jednym miejscu
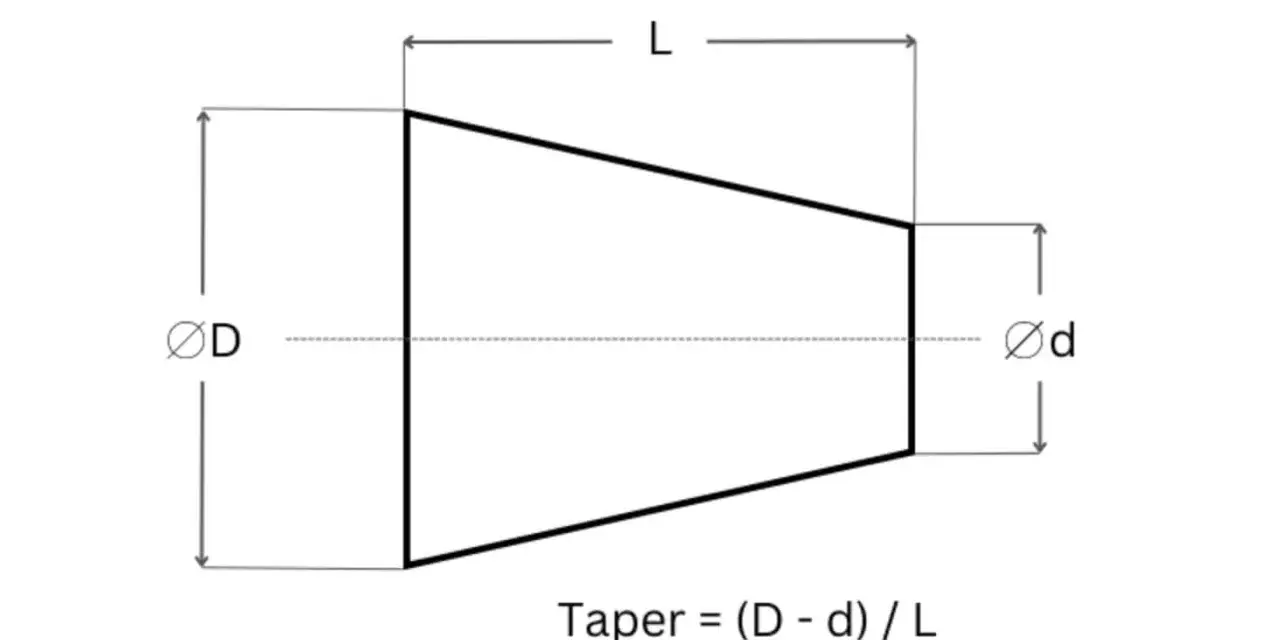
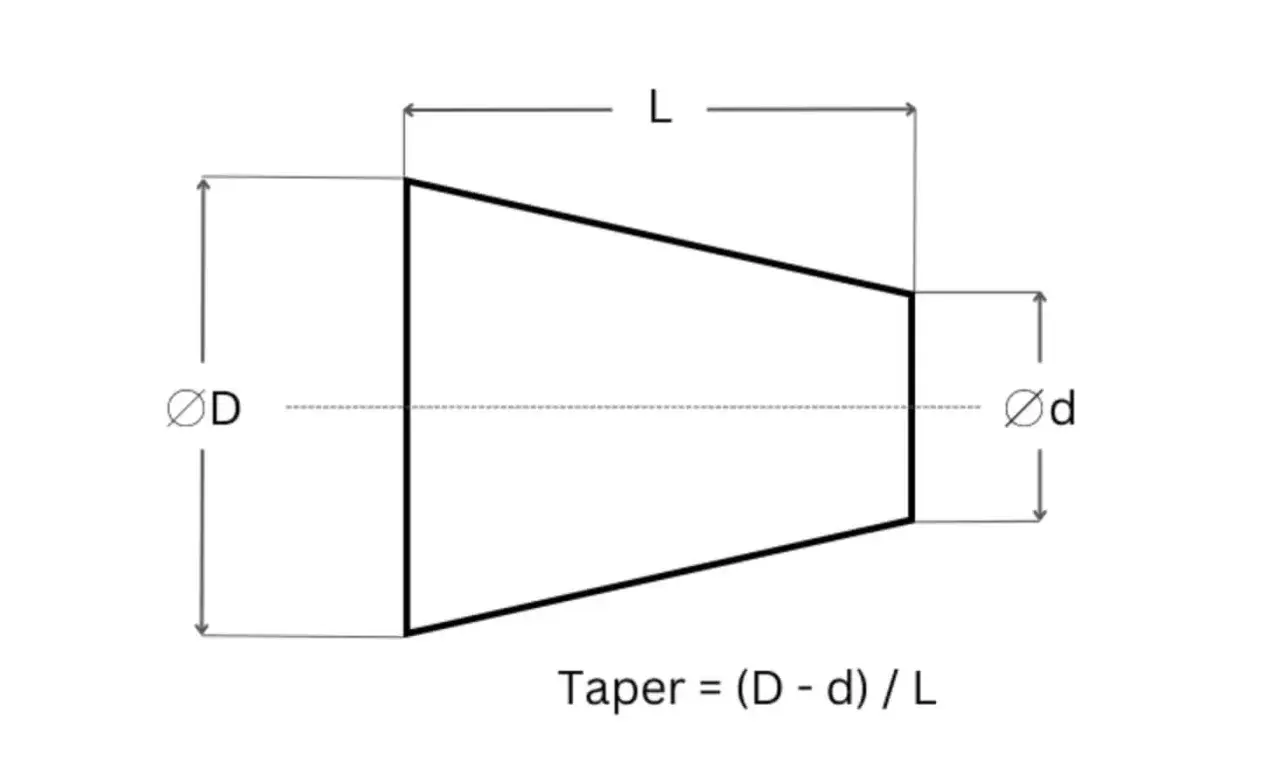
- Zbieżność opisuje, o ile zmienia się średnica stożka na danej długości: najczęściej jako C = (D - d) / L.
- To nie to samo co kąt stożka. W praktyce często potrzebny jest kąt jednej ścianki oraz kąt pełny.
- Łagodne stożki lepiej centrują, a strome szybciej się rozłączają i sprawdzają się w systemach szybkiej wymiany narzędzi.
- Najwięcej błędów wynika z mylenia średnicy z promieniem, złego odcinka pomiarowego i pominięcia bicia.
- Dobry pomiar wymaga czystej powierzchni, kilku przekrojów i odniesienia do rysunku lub normy, a nie do jednego odczytu.
- W firmowej tabeli warto trzymać obok siebie: zbieżność, kąt, długości, tolerancję i sposób kontroli.
Czym jest zbieżność stożka i kiedy ma znaczenie
Jeśli średnica zmienia się równomiernie wzdłuż osi, mamy do czynienia ze stożkiem prostym. W praktyce taką geometrię opisuje się albo jako stosunek typu 1:n, albo jako różnicę średnic na określonej długości, albo jako kąt. Dla konstruktora i technologa to nie jest teoria z podręcznika, tylko konkret: od tego zależy centrowanie, przenoszenie momentu, docisk, a czasem także to, czy połączenie da się rozebrać bez walki.
W CNC i klasycznej obróbce skrawaniem stożek pojawia się w uchwytach narzędziowych, tulejach, konikach, oprawkach, trzpieniach, a także w samych detalach. Ja patrzę na niego zawsze przez funkcję. Inaczej projektuje się stożek, który ma klinować i trzymać sam z siebie, a inaczej taki, który ma po prostu szybko i powtarzalnie ustawiać element w osi. Im mniejszy kąt, tym mocniejsze samocentrowanie, ale też większe ryzyko zbyt trudnego demontażu. Im większy kąt, tym łatwiejsze zwalnianie, lecz słabsze „wciąganie” w osi.
To właśnie dlatego sama nazwa typu stożka nie wystarcza. Trzeba jeszcze wiedzieć, jak liczyć jego zbieżność i jak odczytywać ją z tabeli, żeby nie pomylić geometrii z wygodnym skrótem zapisu.
Jak czytać tabelę zbieżności i przeliczać ją na kąt
W warsztacie najczęściej spotykam trzy równoważne sposoby zapisu: różnicę średnic na długości, stosunek 1:n oraz kąt. To trzy opisy tej samej bryły, ale w praktyce nie są wymienne bez przeliczenia. Najbezpieczniej zaczynać od danych z rysunku: większej średnicy D, mniejszej średnicy d i długości aktywnego odcinka L.
| Zapis | Znaczenie | Wzór |
|---|---|---|
| Zbieżność C | Zmiana średnicy na jednostkę długości | C = (D - d) / L |
| Stosunek 1:n | 1 mm różnicy średnic na n mm długości | n = L / (D - d) |
| Kąt jednej ścianki α | Połowa kąta rozwarcia stożka | tan α = (D - d) / (2L) |
| Kąt pełny 2α | Kąt między dwiema ściankami stożka | 2α |
Przykład jest prosty: jeśli D = 30 mm, d = 28 mm i L = 40 mm, to zbieżność wynosi 2/40, czyli 1:20. Kąt jednej ścianki to około 1,43°, a kąt pełny około 2,86°. Właśnie tu najczęściej pojawia się pomyłka: ktoś widzi 1:20, a potem wpisuje do programu CNC kąt pełny zamiast połowy kąta albo odwrotnie.
Jeżeli rysunek podaje tylko kąt, a nie ma podanej zbieżności, warto od razu przeliczyć go na stosunek. Tabela staje się wtedy znacznie bardziej użyteczna przy ustawianiu tokarki, programowaniu ruchu narzędzia i kontroli gotowego detalu.
Praktyczna tabela najczęściej spotykanych zbieżności
Ta tabela nie zastępuje normy ani dokumentacji producenta, ale w codziennej produkcji daje szybki punkt odniesienia. Pokazuje, jak „zachowuje się” stożek przy różnych proporcjach i do czego taki zakres zwykle się nadaje.
| Zapis | Kąt jednej ścianki | Charakter połączenia | Typowe zastosowanie |
|---|---|---|---|
| 1:50 | ok. 0,57° | Bardzo łagodne, mocno prowadzące | Precyzyjne centrowanie przy małym wymaganiu demontażu |
| 1:20 | ok. 1,43° | Łagodne, często samohamowne | Stożki narzędziowe i centryczne, rozwiązania podobne do Morse’a |
| 1:12 | ok. 2,39° | Średnio strome | Tuleje, oprawki i elementy, które mają się rozłączać łatwiej niż 1:20 |
| 1:10 | ok. 2,86° | Bardziej zdecydowane prowadzenie | Połączenia wymagające równowagi między centrowaniem a wygodą montażu |
| 7:24 | ok. 8,29° | Strome, szybkie mocowanie | Stożki wrzecion i oprawek, gdzie liczy się szybka wymiana narzędzia |
W praktyce najwięcej korzyści daje nie sam zapis, ale zrozumienie, co on robi z połączeniem. Jeśli stożek ma stabilnie ustawiać część, a jednocześnie dać się rozebrać bez specjalnej siły, wybór będzie zupełnie inny niż przy połączeniu, które ma przenosić obciążenie i samo się klinować pod naciskiem.
Gdy te różnice są już jasne, można przejść do sprawdzenia, czy gotowy stożek faktycznie trzyma wymiar i osiowość, a nie tylko „dobrze wygląda na rysunku”.
Jak sprawdzić i zmierzyć stożek bez zgadywania
W pomiarze stożka najgorsza jest próba oceny „na oko”. Jeden odczyt z suwmiarki nic nie mówi o geometrii całego odcinka. Ja zaczynam od oczyszczenia powierzchni, bo opiłek, nalot chłodziwa albo lekko zużyta krawędź potrafią zafałszować wynik bardziej, niż się wydaje.
| Metoda | Kiedy ma sens | Ograniczenie |
|---|---|---|
| Mikrometr lub średnicówka na kilku przekrojach | Szybka kontrola wymiaru i sprawdzenie, czy średnica zmienia się liniowo | Wymaga dostępu do powierzchni i dobrego odniesienia osiowego |
| Sprawdzian stożkowy lub pierścień wzorcowy | Powtarzalna kontrola dopasowania w produkcji seryjnej | Wymaga zgodnego wzorca dla danego systemu |
| Kontakt tuszem lub barwnikiem kontrolnym | Sprawdzenie pola przylegania i jakości osadzenia | Pokazuje kontakt, ale nie daje pełnej informacji o wymiarze |
| Maszyna CMM lub skaner 3D | Kontrola części krytycznych, prototypów i sporów jakościowych | Jest dokładna, ale wolniejsza i droższa |
W dobrze poprowadzonej kontroli zawsze sprawdzam kilka rzeczy naraz: średnicę w dwóch lub trzech przekrojach, bicie względem osi, ślad przylegania i zgodność z długością roboczą. Jeśli dokładność ma znaczenie, warunki pomiaru powinny być możliwie bliskie metrologicznym, czyli stabilne termicznie i najlepiej w pobliżu 20°C. Przy stożkach w oprawkach lub wrzecionach nie wystarczy wiedzieć, że „wymiar się zgadza”. Liczy się też to, jak część siedzi w gnieździe.
To ważne zwłaszcza wtedy, gdy stożek ma współpracować z konkretnym systemem mocowania. Sama geometria musi wtedy pasować nie tylko do wymiarów, lecz także do sposobu pracy całego układu.
Jak dobrać zbieżność do oprawki, wrzeciona i detalu
Dobór zbieżności nie powinien zaczynać się od pytania „jaki stożek jest popularny”, tylko od pytania, co ma robić połączenie. Inny wybór zrobię dla elementu, który ma tylko centrować detal, inny dla oprawki narzędziowej, a jeszcze inny dla wrzeciona, które pracuje w automatycznej wymianie narzędzi.
Gdy stożek ma trzymać narzędzie
Jeśli połączenie ma przenosić moment i utrzymywać narzędzie bez luzu, zwykle lepiej sprawdzają się układy o mniejszym kącie i większej zdolności samohamownej. Taki stożek mocniej „siada” w gnieździe, co poprawia współosiowość, ale podnosi wymagania przy demontażu. To działa dobrze w narzędziach ręcznie zakładanych albo tam, gdzie wymiana nie jest bardzo częsta.
Przeczytaj również: Wiercenie w stali hartowanej - Jak wybrać najlepsze wiertło?
Gdy stożek ma tylko pozycjonować detal
Jeżeli stożek ma głównie prowadzić element do osi i ułatwić szybkie ustawienie, bardziej strome rozwiązanie bywa praktyczniejsze. Łatwiej je włożyć, łatwiej wyjąć, a przy dobrze dobranej długości aktywnej nadal daje wystarczające centrowanie. W CNC widać to szczególnie tam, gdzie system ma pracować cyklicznie i bez zbędnego oporu przy każdej zmianie narzędzia.
Wybór zbieżności zależy też od materiału i warunków pracy. W miękkich stopach i przy gorszym odprowadzaniu ciepła zbyt mocne klinowanie może utrudnić demontaż po nagrzaniu. Z kolei zbyt stromy stożek w detalach precyzyjnych często nie daje już tak dobrego prowadzenia, jak oczekuje konstruktor. Dlatego przy projektowaniu zawsze sprawdzam nie tylko geometrię, ale też tarcie, sposób docisku, drgania i przewidywaną częstotliwość montażu.
Kiedy zbieżność jest już dobrana, pozostaje jeszcze jeden obszar, który potrafi zepsuć cały efekt: błędy w obliczeniach i w samej obróbce.
Najczęstsze błędy przy obliczaniu i wykonywaniu stożków
W stożkach małe pomyłki szybko zamieniają się w duży problem montażowy. Najczęściej nie chodzi o brak wiedzy, tylko o zbyt szybkie przepisanie liczby bez sprawdzenia, co dokładnie oznacza.
- Mylenie średnicy z promieniem. Jeśli ktoś liczy na promieniach, a rysunek podaje średnice, wynik od razu się rozjeżdża.
- Brak jasnego odcinka pomiarowego. Stożek trzeba liczyć na tej samej długości, na której został zaprojektowany, a nie na dowolnym fragmencie.
- Wpisanie pełnego kąta zamiast połowy kąta do programu CNC. To jeden z najdroższych błędów, bo detal od razu wychodzi poza tolerancję.
- Ignorowanie bicia i współosiowości. Sama zbieżność może być poprawna, a mimo to część będzie źle siedzieć w gnieździe.
- Ocenianie stożka tylko po kontakcie wzrokowym. Dobry ślad tuszu nie zastępuje pomiaru wymiaru.
- Zakładanie, że wszystkie stożki o tym samym stosunku są identyczne. W praktyce znaczenie mają też długość, średnica bazowa, tolerancja i sposób osadzenia.
Najlepsza metoda obrony przed tymi błędami jest banalna, ale skuteczna: jedna tabela, jeden sposób liczenia i jedna procedura kontroli dla całego zespołu. Gdy każdy pracuje na tych samych danych bazowych, spada liczba korekt, a rośnie powtarzalność.
To prowadzi do ostatniej, bardzo praktycznej rzeczy: co dokładnie powinno znaleźć się w firmowej tabeli stożków, żeby była naprawdę użyteczna, a nie tylko „na papierze”.
Co warto mieć w firmowej tabeli stożków, żeby używać jej bez pomyłek
Dobrze przygotowana tabela warsztatowa nie musi być długa. Ma być za to jednoznaczna i szybka w użyciu. W praktyce umieszczam w niej tylko informacje, które pomagają technologowi, operatorowi i kontroli jakości podjąć decyzję bez dopytywania o szczegóły.
- Oznaczenie systemu lub typu stożka.
- Zbieżność w postaci stosunku, na przykład 1:20, albo w mm na długość.
- Kąt jednej ścianki i kąt pełny.
- Średnicę większą, średnicę mniejszą i długość roboczą.
- Odcinek odniesienia, czyli miejsce, na którym obowiązuje pomiar.
- Dopuszczalną tolerancję oraz metodę kontroli.
- Wymaganą chropowatość powierzchni, jeśli połączenie jest precyzyjne.
- Informację, czy stożek jest samohamowny, czy samowyzwalający.
Jeśli firma robi własne detale stożkowe, dorzuciłbym jeszcze materiał, operację wykańczającą i numer przyrządu kontrolnego. Taka tabela bardzo szybko zwraca się w produkcji: skraca przezbrojenie, ułatwia odbiór jakościowy i ogranicza liczbę części, które „na końcu” okazują się dobre tylko częściowo. Właśnie dlatego dobrze prowadzona baza stożków jest w zakładzie czymś więcej niż ściągą. Jest narzędziem, które porządkuje decyzje na styku projektu, obróbki i kontroli.