Najważniejsze informacje o CAM, które porządkują temat od razu
- CAM zamienia model CAD na ścieżki narzędzia i kod sterujący obrabiarką CNC.
- Największą wartość daje tam, gdzie liczą się powtarzalność, bezpieczeństwo i szybkie przygotowanie produkcji.
- W obróbce metali szczególnie dobrze sprawdza się przy frezowaniu, toczeniu, wierceniu, gwintowaniu oraz 3- i 5-osiowej obróbce.
- Przy wyborze systemu ważniejsze od samej marki są: postprocesor, symulacja kolizji, biblioteka narzędzi i wsparcie wdrożeniowe.
- Najczęstsze błędy to złe ustawienie bazy, zbyt późna weryfikacja programu i wiara, że symulacja zastąpi zdrowy rozsądek.
- W dobrze wdrożonym procesie CAM oszczędza czas technologów, ogranicza odpady i zmniejsza liczbę interwencji na maszynie.
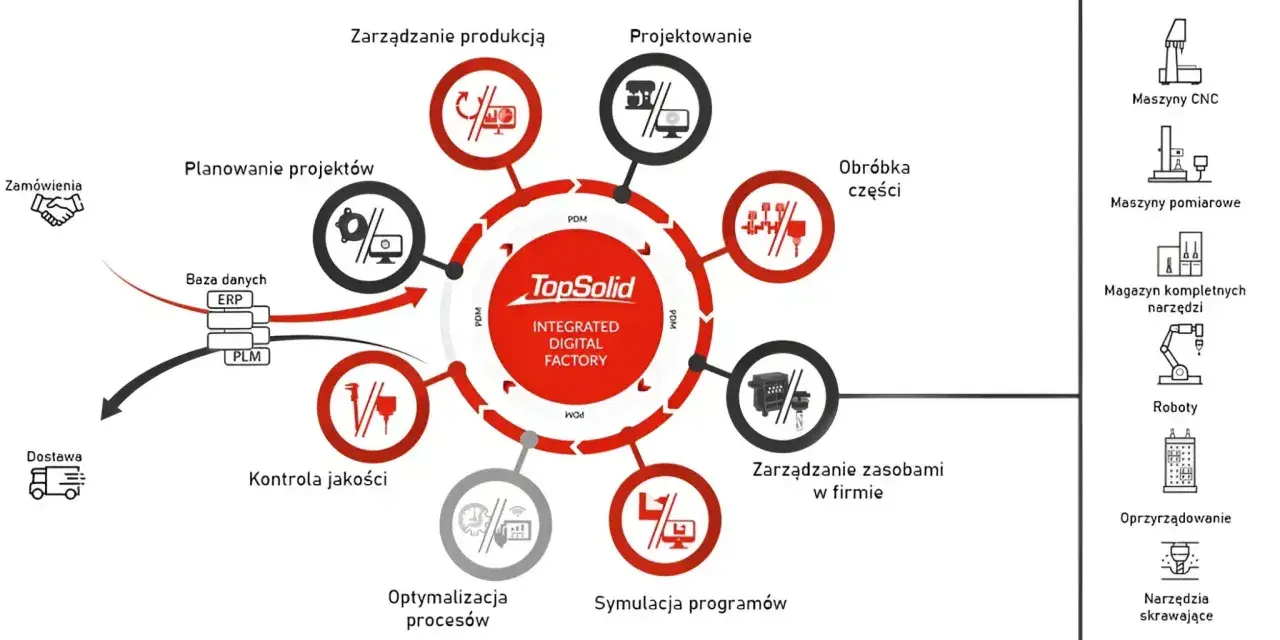
Czym jest CAM w praktyce i czym różni się od CAD
CAM to komputerowo wspomagane wytwarzanie, czyli oprogramowanie, które przygotowuje obróbkę pod konkretną maszynę. CAD tworzy geometrię detalu, a CAM planuje, jak ten detal ma zostać wykonany: jakim narzędziem, w jakiej kolejności, z jakimi parametrami i na jakiej maszynie. To rozróżnienie wydaje się proste, ale w zakładzie metalowym ma bardzo konkretne skutki.
Ja patrzę na CAM jak na tłumacza między projektem a obrabiarką. Sam model 3D nie wystarczy, bo maszyna potrzebuje instrukcji ruchu, a nie samego kształtu. Dlatego system CAM generuje ścieżki narzędzia, uwzględnia naddatek materiału, narzędzia, mocowanie i warunki skrawania, a na końcu przez postprocesor zamienia wszystko na kod odpowiedni dla konkretnego sterowania.
Warto odróżnić też kod G od samego programu CAM. Kod G to zbiór instrukcji dla maszyny, natomiast CAM jest środowiskiem, które ten kod przygotowuje, weryfikuje i porządkuje. Dzięki temu technologia nie opiera się na ręcznym przepisywaniu komend, tylko na powtarzalnym procesie, który da się kontrolować i rozwijać. Gdy to jest jasne, łatwiej przejść do tego, jak wygląda cały przepływ pracy od modelu do maszyny.
Jak wygląda droga od modelu do gotowego programu obrabiarki
W dobrze ustawionym procesie CAM nie ma chaosu ani przypadkowych skrótów. Zazwyczaj przechodzę przez podobną sekwencję kroków, niezależnie od tego, czy chodzi o prosty detal, czy o bardziej złożoną część maszynową:
- Import modelu lub rysunku - do CAM trafia model CAD, czasem też sam szkic techniczny lub plik wymiarowy.
- Ustalenie półfabrykatu - trzeba zdefiniować materiał wyjściowy, naddatek i punkt bazowy, bo od tego zależy cały dalszy przebieg obróbki.
- Dobór narzędzi i uchwytów - system powinien znać średnice, długości, wysięgi i ograniczenia mocowania.
- Wybór strategii - osobno planuje się zgrubne zdejmowanie materiału, wykańczanie, wiercenie czy gwintowanie.
- Symulacja - tutaj sprawdza się kolizje, niedocięcia, zbyt duże obciążenie narzędzia i zasięgi osi.
- Postprocessing - gotowa ścieżka trafia przez postprocesor do formatu rozumianego przez konkretną obrabiarkę.
- Przekazanie na halę - program, karta narzędziowa i informacje o ustawieniu trafiają do operatora.
Najwięcej błędów rodzi się nie przy samej symulacji, ale wcześniej: przy błędnie ustawionej bazie, złym półfabrykacie albo niedoszacowaniu długości narzędzia. Z tego powodu w praktyce nie ufam „ładnemu” ekranowi bardziej niż poprawnie zdefiniowanemu procesowi. Kiedy ten przepływ jest uporządkowany, można już sensownie ocenić, do jakich operacji CAM daje największy zwrot.
Do jakich operacji w metalu CAM przydaje się najbardziej
W obróbce metali CAM nie jest rozwiązaniem jednego problemu. Jego rola zależy od typu detalu, liczby osi i stopnia powtarzalności. Najprościej widać to w poniższym zestawieniu:
| Operacja | Co robi CAM | Dlaczego to ma znaczenie |
|---|---|---|
| Frezowanie 2,5D | Generuje kontury, kieszenie, otwory i proste przejścia narzędzia. | Daje szybkie przygotowanie typowych detali płytowych, korpusów i elementów seryjnych. |
| Frezowanie 3D | Planowanie płynnych przejść po powierzchniach swobodnych i wykańczanie kształtów. | Pomaga utrzymać jakość powierzchni i skrócić czas programowania bardziej złożonych geometrii. |
| Toczenie | Obsługuje zgrubne toczenie, rowkowanie, gwintowanie, wiercenie i wykańczanie. | Porządkuje sekwencję operacji i zmniejsza ryzyko błędów przy detalach osiowych. |
| Obróbka 4- i 5-osiowa | Ustawia orientację narzędzia i kontroluje ruchy złożone. | Tu zysk z CAM jest największy, bo ręczne programowanie byłoby wolne i ryzykowne. |
| Wiercenie i gwintowanie | Tworzy cykle powtarzalne dla wielu otworów i grup otworów. | Przy seriach oszczędza czas i porządkuje dokumentację stanowiskową. |
| Cięcie blach i nesting | Rozkłada elementy na arkuszu, optymalizuje układ i ogranicza odpad. | W produkcji z blachy ważny staje się nie tylko czas, ale też wykorzystanie materiału. |
W prostych zadaniach 2,5D ręczne programowanie nadal bywa wystarczające, ale przy powtarzalnych seriach CAM wygrywa porządkiem i możliwością szybkiej modyfikacji. Im bardziej złożony detal i im więcej osi, tym większa przewaga systemu nad pracą „na pamięć”. Skoro wiemy już, gdzie ten software daje najwięcej, pozostaje pytanie, jak wybrać narzędzie, które nie utrudni życia zespołowi.
Na co zwrócić uwagę przy wyborze systemu CAM
Przy wyborze oprogramowania nie patrzyłbym wyłącznie na listę funkcji. Najczęściej lepiej działa system, który dobrze obsługuje konkretne maszyny, niż bardzo rozbudowany pakiet, z którego i tak używa się tylko części możliwości. W 2026 roku coraz ważniejsza jest automatyzacja, ale ona ma sens dopiero wtedy, gdy fundamenty są stabilne.
| Na co patrzeć | Dlaczego to ma znaczenie | Co sprawdzić przed wdrożeniem |
|---|---|---|
| Postprocesor | To on decyduje, czy kod będzie zgodny z konkretnym sterowaniem. | Czy obsługuje dokładnie Twoją obrabiarkę, osie, makra i standardy zakładu. |
| Symulacja kolizji | Chroni narzędzie, detal, wrzeciono i uchwyt przed kosztownym błędem. | Czy pokazuje rzeczywiste ograniczenia maszyny, a nie tylko ruch geometrii na ekranie. |
| Obsługa wielu osi | Im bardziej złożona produkcja, tym ważniejsze staje się stabilne 4- i 5-osiowe programowanie. | Czy system nie wymaga obejść przy typowych detalach, które obrabiasz na co dzień. |
| Integracja z CAD | Dobry import ogranicza poprawki i utratę geometrii. | Czy program poprawnie czyta modele z używanego formatu i zachowuje historię zmian. |
| Biblioteka narzędzi | Standaryzuje pracę technologów i operatorów. | Czy da się łatwo zbudować własną bazę narzędzi, uchwytów i parametrów obróbki. |
| Wsparcie i szkolenie | Bez niego wdrożenie często rozciąga się w czasie i traci sens. | Czy dostawca pomaga w pierwszych projektach, a nie tylko sprzedaje licencję. |
| Model licencji | Wpływa na koszt wejścia i elastyczność rozwoju. | Czy bardziej opłaca się abonament, licencja wieczysta czy moduły dokupowane etapami. |
W małym warsztacie najważniejsze są prostota, stabilny postprocesor i szybkie szkolenie. W większej produkcji liczy się już także integracja z dokumentacją, standaryzacją i przepływem danych między działami. Sam zakup to jednak dopiero połowa sprawy, bo prawdziwy test zaczyna się przy pierwszych seriach i pierwszych poprawkach na hali.
Kiedy inwestycja zwraca się szybko, a kiedy nie
Z mojego doświadczenia największy zwrot daje CAM tam, gdzie powtarza się rodzina części, a nie pojedynczy detal. Jeśli zakład często obrabia podobne korpusy, płyty, tuleje albo elementy, które wracają w nowej wersji, oszczędność pojawia się szybko, bo można korzystać z gotowych strategii, bibliotek narzędzi i sprawdzonych ustawień. W praktyce mniej czasu schodzi na ręczne programowanie, a więcej zostaje na kontrolę jakości i optymalizację procesu.
System zaczyna też pracować na wynik, gdy w produkcji są częste zmiany konstrukcyjne albo maszyny różnego typu. Wtedy każda poprawka „na maszynie” kosztuje więcej niż w biurze technologicznym. CAM ogranicza liczbę niespodzianek, więc daje wartość nie tylko w czasie obróbki, ale również w przygotowaniu, dokumentacji i przekazywaniu pracy między zmianami.
Są jednak sytuacje, w których korzyść bywa mniejsza. Jeśli dominują bardzo proste, jednorazowe detale, a zespół robi je niemal z pamięci, rozbudowany system może zwiększyć komfort, ale niekoniecznie spektakularnie skróci czas. Wtedy ważniejsze staje się to, żeby rozwiązanie nie było cięższe niż sam problem. CAM ma upraszczać decyzje, a nie dokładać kolejne warstwy obsługi.
Na zwrot wpływa więc nie sama licencja, tylko cały kontekst: liczba powtórzeń, stopień złożoności, poziom standaryzacji i gotowość zespołu do pracy według jednego modelu. To prowadzi prosto do błędów, które najczęściej zjadają potencjalny zysk jeszcze przed pierwszą produkcją.
Najczęstsze błędy przy wdrożeniu, które psują dobry plan
Największe kłopoty zaczynają się zwykle od pośpiechu. Program jest wygenerowany, ścieżka wygląda poprawnie, więc ktoś zakłada, że można iść na maszynę. To właśnie ten skrót myślowy najczęściej kończy się poprawkami, przestojem albo uszkodzeniem narzędzia.
- Brak weryfikacji postprocesora - nawet dobry model ścieżki nic nie da, jeśli kod nie pasuje do sterowania albo maszyny.
- Złe ustawienie bazy - punkt zerowy ustalony niedokładnie potrafi zepsuć cały program, niezależnie od jakości CAM.
- Ignorowanie mocowania - uchwyt, imadło i długość narzędzia muszą być częścią symulacji, nie dodatkiem po fakcie.
- Przeładowanie systemu funkcjami - jeśli zespół nie umie z nich korzystać, rozbudowany pakiet tylko spowalnia pracę.
- Brak standardów nazw i bibliotek - bez wspólnej bazy narzędzi każdy program wygląda inaczej i trudniej go przekazać dalej.
- Zaufanie do symulacji bez kontroli procesu - ekran nie widzi wszystkiego, zwłaszcza gdy zmienia się detal, materiał albo sposób mocowania.
Najdroższy błąd polega na założeniu, że software sam rozwiąże problem technologiczny. On pomaga, ale nie zastępuje decyzji o strategii skrawania, naddatku, kolejności operacji i kontroli jakości. Kiedy te zasady są ustalone, można przejść do wdrożenia, które rzeczywiście wzmacnia produkcję.
Jak podejść do wdrożenia, żeby CAM naprawdę pracował na produkcję
Jeśli miałbym wdrażać CAM w zakładzie metalowym od zera, zacząłbym od jednej rodziny części i jednej maszyny. Dopiero potem rozszerzałbym system o kolejne moduły, bardziej złożone strategie i dodatkowe stanowiska. Taki sposób działa wolniej na starcie, ale daje większą kontrolę i mniej chaosu w pierwszych tygodniach.
- Ustal wspólny standard nazw narzędzi, punktów zerowych i materiałów wyjściowych.
- Przetestuj postprocesor na kilku detalach próbnych, zanim puścisz go do regularnej produkcji.
- Zadbaj o biblioteki uchwytów, narzędzi i gotowych strategii dla najczęstszych operacji.
- Przeszkol nie tylko technologa, ale też operatora, który widzi program w realnych warunkach pracy.
- Dopiero po ustabilizowaniu podstaw rozważ integrację z MES, ERP albo rozbudowaną automatyzację.
W 2026 roku przewagę daje nie najbardziej efektowny system, ale ten, który jest przewidywalny, spójny i dobrze osadzony w realiach hali. Jeśli CAM ma naprawdę pomagać, musi skracać drogę od projektu do detalu, ograniczać ryzyko błędu i wspierać ludzi, którzy pracują na maszynach. Właśnie tak rozumiem dojrzałe wdrożenie w obróbce metali: mniej chaosu, więcej kontroli i wyraźnie lepszy rytm produkcji.