W obróbce CNC nie zawsze warto wycinać gwint klasycznym gwintownikiem. W wielu materiałach lepiej sprawdza się wygniatanie gwintu, czyli formowanie profilu przez odkształcenie plastyczne zamiast skrawania. To rozwiązanie daje czystszy proces, ale wymaga poprawnego doboru otworu, materiału i parametrów, bo tu błąd w przygotowaniu szybko zamienia się w przeciążenie narzędzia albo słaby gwint.
Gwint formowany ma sens wtedy, gdy materiał jest plastyczny, otwór pod narzędzie jest dobrze dobrany, a maszyna zapewnia stabilny moment i prowadzenie
- Nie powstają wióry, więc odpada problem ich odprowadzania z otworu.
- Profil gwintu powstaje przez plastyczne przemieszczenie materiału, a nie jego wycięcie.
- Proces zwykle wymaga większego otworu pod gwint i bardzo dobrego smarowania.
- Moment obrotowy bywa wyraźnie wyższy niż przy nacinaniu, więc sztywność układu ma znaczenie.
- Najlepiej wypada w materiałach ciągliwych i produkcji powtarzalnej.
Na czym polega formowanie gwintu bez wiórów
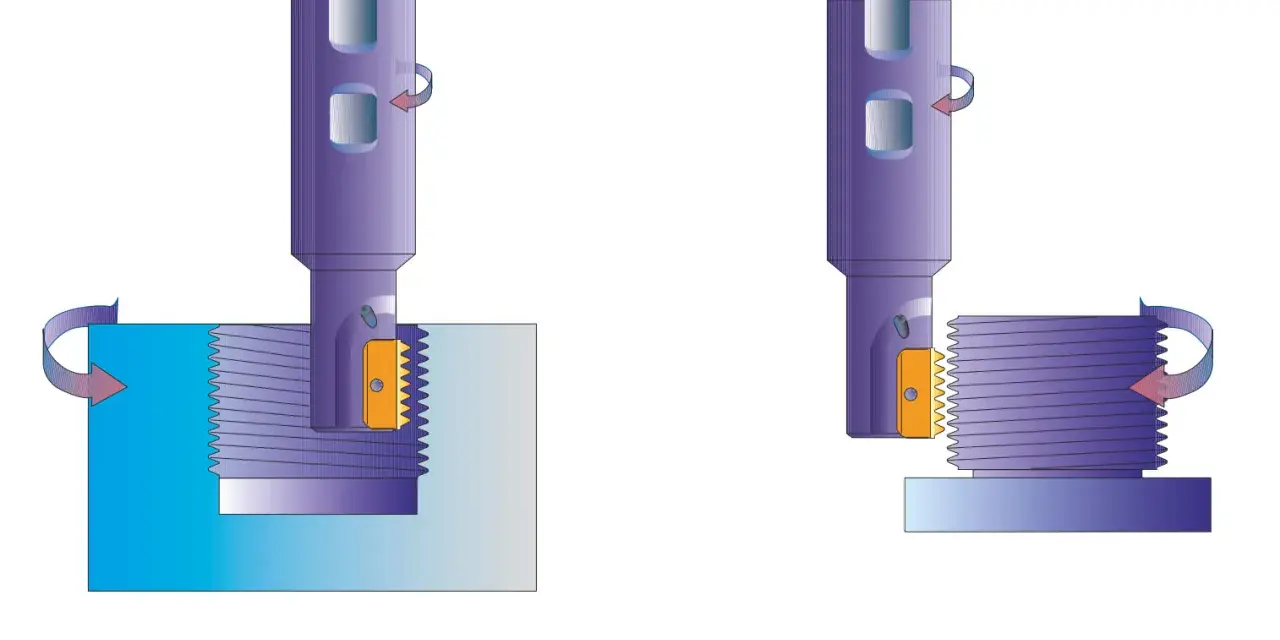
W tym procesie narzędzie nie usuwa materiału, tylko go przemieszcza. Wygniatak wchodzi w uprzednio przygotowany otwór, a profil gwintu powstaje przez kontrolowany docisk i płynięcie metalu w strefie odkształcenia. Najważniejsza różnica jest prosta: zamiast wióra masz przekształcony materiał, a zamiast ostrza skrawającego - narzędzie formujące.
To ma kilka praktycznych skutków. Po pierwsze, nie trzeba walczyć z odprowadzaniem wiórów, co ułatwia obróbkę otworów, gdzie przestrzeń jest ograniczona. Po drugie, ciągłość włókien materiału zwykle poprawia odporność zmęczeniową gwintu. Po trzecie, sam przebieg procesu jest bardziej „czysty” technologicznie, ale tylko wtedy, gdy otwór, smarowanie i prowadzenie są ustawione bez przypadkowości.
Ja patrzę na ten proces przede wszystkim jak na kompromis: mniej problemów z wiórem, ale więcej wymagań wobec przygotowania detalu. Żeby ocenić, czy taki kompromis ma sens, trzeba najpierw sprawdzić materiał i geometrię elementu.
Gdzie ta metoda daje najlepszy efekt
Najlepiej zaczynać od pytania, czy materiał w ogóle „chce się” odkształcać. Im większa plastyczność, tym większa szansa na stabilny proces i dłuższą trwałość narzędzia. W praktyce formowanie gwintu lubi materiały ciągliwe, a gorzej znosi materiały kruche, silnie utwardzone albo takie, które mają nieprzewidywalną strukturę wewnętrzną.
| Materiał | Ocena procesu | Co ma znaczenie w praktyce |
|---|---|---|
| Aluminium i stopy nieżelazne | Bardzo dobre | Dobry wybór przy seryjnych detalach, ale trzeba pilnować smarowania i jakości otworu. |
| Stale niskowęglowe | Dobre | Stabilny materiał i przewidywalna plastyczność sprzyjają powtarzalności. |
| Stale nierdzewne o dobrej ciągliwości | Dobre, ale wymagające | Tu liczy się sztywność układu i bardzo dobre smarowanie, bo obciążenie rośnie szybciej niż w miękkim aluminium. |
| Stopy specjalne i tytanowe | Warunkowe | Możliwe, ale tylko przy dobrze dobranym narzędziu i stabilnym procesie. |
| Materiały kruche lub bardzo twarde | Ostrożnie | Tu ryzyko rośnie, więc decyzję trzeba opierać na danych dla konkretnego gatunku, a nie na ogólnej zasadzie. |
Warto też spojrzeć na geometrię detalu. Otwory przelotowe są zwykle prostsze w prowadzeniu procesu, ale w nieprzelotowych trzeba zostawić realny zapas głębokości, bo materiał nie jest odcinany, tylko wypychany w profil. Przy cienkich ściankach i małej sztywności elementu zbyt agresywne ustawienie potrafi wywołać deformację całej strefy wokół gwintu. Kiedy materiał już się zgadza, pozostaje najważniejsze pytanie: jak ustawić otwór i narzędzie, żeby moment nie wyskoczył poza bezpieczny zakres.
Jak dobrać otwór, narzędzie i parametry w CNC
Najwięcej błędów robi się jeszcze przed uruchomieniem maszyny. Przy gwincie formowanym otwór pod narzędzie dobiera się inaczej niż przy klasycznym gwintowaniu, bo trzeba zostawić materiał do przemieszczenia, a nie tylko miejsce na przejście ostrza. W praktyce bardzo często celuje się w zakres około 60-70% zarysu gwintu, bo zbyt ciasny otwór podnosi moment obrotowy i nie daje proporcjonalnie lepszego efektu.
| Gwint | Przykładowa średnica otworu pod formowanie |
|---|---|
| M3 x 0,5 | 2,76-2,83 mm |
| M4 x 0,7 | 3,66-3,73 mm |
| M5 x 0,8 | 4,60-4,68 mm |
| M6 x 1,0 | 5,55-5,60 mm |
| M8 x 1,25 | 7,39-7,52 mm |
To są wartości orientacyjne, ale dobrze pokazują zasadę: otwór jest większy niż w wariancie skrawającym, a tolerancja ma znaczenie. W praktyce przy obróbce gwintów producenci narzędzi podkreślają też, że pełny zarys nie zawsze jest wart dodatkowego obciążenia. Przy zbyt mocnym dociążeniu moment może wzrosnąć gwałtownie, a sam gwint nie zyska tyle, ile sugerowałaby intuicja.
Drugim krytycznym punktem jest smarowanie. Jeśli warstwa smarująca jest słaba albo przerywana, materiał zaczyna przyklejać się do profilu narzędzia, a moment obrotowy rośnie jeszcze szybciej. Trzecia rzecz to sztywność układu: bicie uchwytu, luzy, słaba kompensacja osiowości albo „miękka” maszyna bardzo szybko psują powtarzalność. To właśnie na tym etapie wychodzi, czy technologiczna teoria ma szansę przejść w stabilny proces.
Czym różni się od nacinania gwintu
Najprościej mówiąc, jedno rozwiązanie zabiera materiał, a drugie go przemieszcza. To wpływa na wszystko: od obciążenia wrzeciona, przez czystość otworu, po trwałość narzędzia i tolerancję na błędy przygotowania.
| Cecha | Formowanie | Nacinanie |
|---|---|---|
| Wióry | Brak | Powstają i trzeba je skutecznie odprowadzić |
| Moment obrotowy | Wyższy | Zwykle niższy |
| Odporność zmęczeniowa gwintu | Często lepsza dzięki ciągłości włókien | Standardowa dla procesu skrawania |
| Wymagania wobec materiału | Wyższe, materiał musi się plastycznie odkształcać | Szerszy zakres zastosowań |
| Obsługa procesu | Wymaga dobrego smarowania i dokładnego otworu | Łatwiejsze do uruchomienia w mniej przewidywalnych warunkach |
| Typowe zastosowanie | Powtarzalna produkcja, czyste wnętrze detalu, materiały ciągliwe | Prototypy, trudniejsze materiały, sytuacje o większej zmienności |
Ja zwykle wybieram formowanie wtedy, gdy detal jest już ustabilizowany, materiał jest powtarzalny, a produkcja ma sens seryjny. Gdy partia jest mała, materiał nie jest pewny albo trzeba szybko reagować na zmiany w warsztacie, nacinanie bywa po prostu bezpieczniejsze organizacyjnie. Dopiero na takim tle dobrze widać, kiedy formowanie wygrywa, a kiedy lepiej zostać przy skrawaniu.
Najczęstsze błędy, które psują efekt
W tej metodzie nie zawodzą drobiazgi, tylko podstawy. Jeśli ktoś raportuje „złą technologię”, bardzo często problemem jest jeden z kilku prostych błędów przygotowania.
- Zbyt mały otwór pod narzędzie - moment rośnie, narzędzie się grzeje, a profil staje się niestabilny.
- Słabe smarowanie - materiał zaczyna przywierać do profilu, co psuje jakość i przyspiesza zużycie.
- Zbyt kruchy albo niejednorodny materiał - proces nie rozwija się płynnie i łatwo o odchyłki.
- Brak osiowości i bicie uchwytu - nawet dobry wygniatak nie skompensuje złej geometrii wejścia.
- Za mała faza wejściowa lub zła głębokość otworu - narzędzie nie ma warunków, by uformować pełny i powtarzalny zarys.
Do tego dochodzi jeszcze błąd, który widuję wyjątkowo często: próba uruchomienia procesu bez krótkiego testu na pierwszym detalu. Wystarczy jeden pomiar momentu i kontrola wymiaru po pierwszym przejściu, żeby uniknąć serii odpadów. Na końcu i tak liczy się nie teoria, tylko to, czy proces skaluje się do konkretnej produkcji.
Kiedy ten proces naprawdę się opłaca
Największy zwrot z formowania gwintu pojawia się tam, gdzie powtarzalność ma większą wartość niż elastyczność. Jeśli produkujesz średnie lub duże serie, chcesz ograniczyć problem wiórów i masz stabilny materiał, to taki proces potrafi wyraźnie uporządkować obróbkę. Dobrze sprawdza się też przy detalach, w których czyste wnętrze otworu ma znaczenie dla późniejszego montażu albo szczelności.
- seryjne elementy z aluminium i stali ciągliwej,
- detale, w których wióry są realnym problemem logistycznym,
- otwory wymagające dobrej powtarzalności wymiaru,
- projekty, w których większy moment obrotowy mieści się w możliwościach maszyny.
Mniej sensu ma to rozwiązanie przy krótkich seriach, materiałach niepewnych albo wtedy, gdy maszyna pracuje na granicy sztywności i momentu. W takich warunkach łatwiej i taniej utrzymać przewidywalność klasycznym nacinaniem. Jeśli jednak materiał, geometria i park maszynowy są po twojej stronie, gwint formowany daje bardzo dobrą równowagę między czystością procesu, trwałością narzędzia i jakością połączenia.