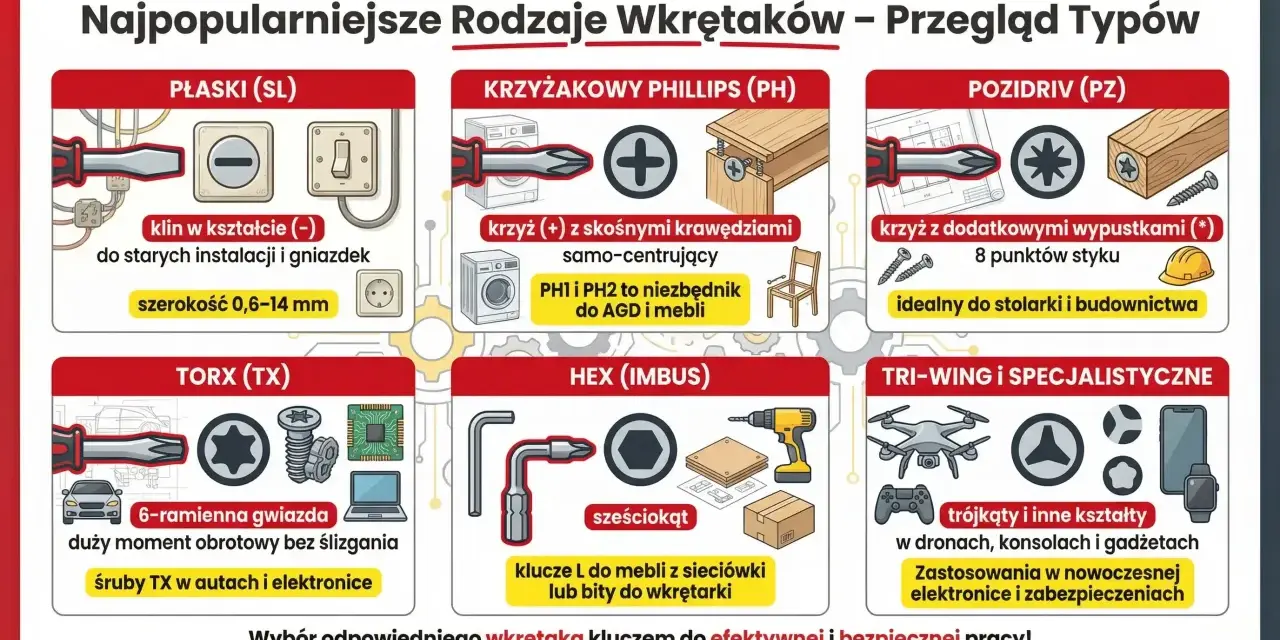
Dobry wkrętak w warsztacie nie jest drobiazgiem. Od zgodności końcówki ze śrubą zależy, czy odkręcanie pójdzie gładko, czy zacznie się ślizganie, wybijanie gniazda i niepotrzebne ryzyko dla detalu. Wśród rodzajów śrubokrętów najczęściej wracają profile płaskie, krzyżowe, Torx i sześciokątne, ale w produkcji liczy się nie sama nazwa narzędzia, tylko to, do jakiej pracy je dobieram. W obróbce metalu, CNC i utrzymaniu ruchu różnica między dobrym a złym wyborem widać szybciej niż w domowym warsztacie.
Najkrótsza droga do właściwego wyboru narzędzia
- Największe znaczenie ma profil gniazda, a nie ogólna „moc” śrubokręta.
- W maszynach i osprzęcie CNC bardzo często wygrywają Torx i sześciokąt, bo lepiej przenoszą moment.
- Phillips i Pozidriv łatwo pomylić, a to szybko niszczy łeb śruby.
- Do szaf sterowniczych i pracy przy instalacjach wybieram wersje izolowane VDE, zwykle testowane do 10 000 V AC i dopuszczone do pracy do 1 000 V AC.
- Do powtarzalnego dokręcania lepszy bywa wkrętak dynamometryczny niż „dociśnięcie na wyczucie”.
- W praktyce najbardziej opłaca się zestaw kilku pewnych profili, a nie walizka przypadkowych końcówek.
Najczęściej spotykane profile, które naprawdę pracują w warsztacie
Jeśli mam uporządkować temat od strony praktycznej, zaczynam od profilu śruby. To on decyduje, czy narzędzie przeniesie moment bez poślizgu, czy zacznie niszczyć krawędzie gniazda. W produkcji i serwisie metalu nie potrzebuję wielu „ładnych” końcówek. Potrzebuję kilku profili, które faktycznie pasują do tego, co spotykam na maszynach, osłonach, uchwytach i osprzęcie.
| Profil | Gdzie najczęściej go spotykam | Dlaczego działa | Na co uważać |
|---|---|---|---|
| Płaski | Starsze urządzenia, proste osłony, drobne regulacje | Jest prosty i nadal przydatny przy nieskomplikowanych połączeniach | Łatwo wysuwa się z gniazda, jeśli końcówka jest zbyt wąska lub zużyta |
| Phillips | Sprzęt starszego typu, elektronika, lżejszy montaż | Popularny i łatwo dostępny | Wymaga dobrego docisku, inaczej zaczyna „wychodzić” ze śruby |
| Pozidriv | Montaż przemysłowy, część osłon i połączeń konstrukcyjnych | Lepiej trzyma profil niż klasyczny krzyżak i zwykle przenosi większy moment | Nie mylić z PH, bo różnica w pracy czuć natychmiast |
| Torx | CNC, motoryzacja, osprzęt maszyn, śruby serwisowe | Bardzo dobry kontakt powierzchni i mniejsze ryzyko ślizgania | Tu nie ma miejsca na „prawie pasuje” |
| Sześciokątny | Oprawki, elementy regulacyjne, mocowania i śruby imbusowe | Dobrze przenosi siłę i jest wygodny przy większym docisku | Zły rozmiar szybko zaokrągla łeb |
W praktyce to właśnie profil decyduje, czy narzędzie pracuje ze mną, czy przeciwko mnie. Sama końcówka jednak nie wystarcza, bo w produkcji równie ważne są długość trzonka, twardość stali i to, jak pewnie łapię narzędzie w dłoni. Od tego przechodzę do doboru pod konkretny scenariusz.
Jak dobierać wkrętak do pracy przy metalu i CNC
Ja zwykle zaczynam od pytania, gdzie wkrętak ma pracować: przy otwartej osi maszyny, w głębokiej obudowie, czy przy drobnej regulacji w czujniku. Dopiero później patrzę na markę, uchwyt i cenę. W praktyce trzy rzeczy robią największą różnicę: pewne dopasowanie końcówki, dostęp do śruby i kontrola momentu.
Do codziennej obsługi maszyn
Przy osłonach, mocowaniach, płytach serwisowych i elementach pomocniczych najczęściej sprawdzają się Torx oraz sześciokąt. W środowisku CNC takie połączenia są po prostu wygodniejsze, bo lepiej znoszą częsty montaż i demontaż. Jeśli śruba jest mocno dociągana, lepiej użyć właściwego profilu i odpowiedniej długości trzonka niż próbować ratować się większą siłą ręki.
Do ciasnych i głębokich gniazd
W głębokich otworach, wewnątrz obudów i przy zabudowanych prowadnicach liczy się smukły trzonek oraz możliwość precyzyjnego prowadzenia narzędzia. Tu dobrze wypadają krótsze wkrętaki typu stubby, dłuższe wersje do głębokich gniazd oraz uchwyty na bity z dobrym trzymaniem końcówki. Z mojego doświadczenia wynika, że w takich miejscach bardziej pomaga kontrola niż sama siła.
Przeczytaj również: Obróbka CNC metalu - jak obniżyć koszty i uniknąć błędów?
Do szaf sterowniczych i osprzętu elektrycznego
Jeśli narzędzie ma pracować przy automatyce, sterowaniu lub instalacji zasilającej, wybieram wersje izolowane VDE. Taki wkrętak jest przeznaczony do pracy w pobliżu części pod napięciem i zwykle ma oznaczenie pracy do 1 000 V AC, po testach na wyższym napięciu. To nie jest miejsce na kompromis, bo tu chodzi nie tylko o wygodę, ale o bezpieczeństwo całej obsługi.
Dobrze dobrany profil to jeszcze nie wszystko, bo są sytuacje, w których przydaje się narzędzie specjalne, a nie standardowy wkrętak z półki. I właśnie o takich przypadkach warto pamiętać, zanim uzna się zestaw za kompletny.
Narzędzia do zadań specjalnych, które warto mieć pod ręką
W warsztacie produkcyjnym często wygrywa nie „najlepszy” śrubokręt, tylko ten, który rozwiązuje konkretny problem. Do precyzyjnych regulacji, zabezpieczonych instalacji czy zapieczonych śrub potrzebne są narzędzia wyspecjalizowane. Poniżej zestawiam te, które realnie robią różnicę.
| Rodzaj narzędzia | Kiedy ma sens | Największa zaleta | Ograniczenie |
|---|---|---|---|
| Wkrętak precyzyjny | Elektronika, drobne regulatory, czujniki, małe śruby serwisowe | Lepsza kontrola i mniejsze ryzyko uszkodzenia małego gniazda | Nie nadaje się do dużego momentu dokręcania |
| Wkrętak VDE | Szafy sterownicze, automatyka, instalacje elektryczne | Izolacja i bezpieczeństwo pracy przy napięciu | Grubszy trzonek bywa mniej wygodny w ciasnych miejscach |
| Wkrętak dynamometryczny | Połączenia, które trzeba dokręcać powtarzalnie i bez zgadywania | Kontrola momentu, mniejsze ryzyko uszkodzenia materiału i śruby | Wymaga ustawienia i odrobiny dyscypliny użytkownika |
| Krótki wkrętak typu stubby | Głębokie wnęki, ciasne zabudowy, prace serwisowe przy osłonach | Łatwiejszy dostęp tam, gdzie długi trzonek przeszkadza | Nie da się nim wygodnie uzyskać dużego zasięgu |
| Uchwyt do bitów lub wkrętak wielofunkcyjny | Mobilny serwis i praca w terenie | Oszczędza miejsce i pozwala szybko zmieniać końcówki | Przy słabym bicie i tanim uchwycie łatwo stracić precyzję |
W tej grupie szczególnie cenię wkrętaki dynamometryczne. Przy powtarzalnych połączeniach potrafią oszczędzić więcej czasu niż szybkie „dokręcę jeszcze odrobinę”. Gdy moment jest ustawiony, praca staje się przewidywalna, a to w produkcji ma większą wartość niż sama siła ręki. Z takim zestawem łatwiej też uniknąć błędów, które najczęściej kosztują najwięcej.
Najczęstsze błędy, przez które śruby kończą z uszkodzonym gniazdem
- Mylenie Phillipsa z Pozidrivem - z zewnątrz wyglądają podobnie, ale w pracy różnica jest duża. Zły profil szybciej wyślizguje się z gniazda i niszczy krawędzie.
- Używanie zużytej końcówki - stępiony czubek nie trzyma śruby tak, jak powinien. To jeden z najprostszych sposobów na zajechanie łba.
- Za mały nacisk przy dużym momencie - wtedy narzędzie wyskakuje z gniazda. W praktyce bardziej szkodzi to śrubie niż brak siły.
- Próba zastąpienia właściwego profilu „czymkolwiek, co pasuje” - takie podejście zwykle kończy się uszkodzeniem elementu i stratą czasu.
- Brak kontroli momentu dokręcania - przy delikatnych częściach, osłonach i elementach regulacyjnych łatwo przekroczyć rozsądny zakres.
- Praca zwykłym narzędziem przy elektryce - tutaj oszczędność na właściwym wkrętaku jest po prostu złą decyzją.
Jeżeli śruba już zaczęła się ślizgać, nie dokręcam bardziej „na siłę”. Najpierw zmieniam końcówkę, sprawdzam dopasowanie i dopiero wtedy oceniam, czy problemem jest profil, zużycie czy zbyt mocne wcześniejsze dokręcenie. Taki nawyk naprawdę zmniejsza liczbę zniszczonych łbów. A jeśli zestaw ma służyć na co dzień, trzeba go ułożyć rozsądnie, a nie przypadkowo.
Jak skompletować zestaw do warsztatu produkcyjnego i utrzymania ruchu
W dobrym komplecie nie chodzi o liczbę elementów, tylko o to, żeby najczęściej używane profile były pod ręką. W warsztacie produkcyjnym zwykle wystarcza 8 do 12 pewnych końcówek, a nie walizka pełna duplikatów. Ja budowałbym zestaw od najczęstszych śrub, a dopiero potem rozszerzał go o narzędzia specjalne.
| Zastosowanie | Co powinno się znaleźć w komplecie | Praktyczna uwaga |
|---|---|---|
| Uniwersalny serwis maszyn | Płaski, PH2, PZ1, PZ2, T15, T20, T25, H4, H5, uchwyt do bitów | To zestaw, który pokrywa większość drobnych prac montażowych i serwisowych |
| CNC i utrzymanie ruchu | T20, T25, T30, H4, H5, H6, krótki stubby, dłuższy wkrętak do głębokich gniazd | Warto dodać narzędzie dynamometryczne, jeśli połączenia muszą być powtarzalne |
| Automatyka i elektryka | Wersje VDE: płaski, PH, PZ, Torx, cienkie końcówki do ciasnych pól zaciskowych | Tu bezpieczeństwo ma pierwszeństwo przed ergonomią |
| Prace precyzyjne | Wkrętaki precyzyjne, małe bity, uchwyt z pokrętłem szybkiego obrotu | Przydają się przy czujnikach, modułach i drobnej regulacji osprzętu |
Jeśli miałbym wskazać jedną zasadę zakupową, postawiłbym na jakość dopasowania zamiast na liczbę sztuk. Dobry zestaw jest cichy w pracy: końcówka nie lata w gnieździe, rękojeść nie męczy dłoni, a operator nie walczy z narzędziem. To właśnie taki komplet najlepiej sprawdza się w środowisku produkcyjnym. I to prowadzi do najważniejszego wniosku, który warto zapamiętać przed kolejnym zakupem.
Co zostaje po praktyce w warsztacie i przy stanowisku serwisowym
Po latach pracy z narzędziami wracam do tego samego wniosku: najważniejszy jest dobry kontakt końcówki ze śrubą. Dopiero później liczy się ergonomia, marka i cały zestaw dodatków. W obróbce metalu oraz CNC najlepiej bronią się profile, które przenoszą moment bez poślizgu, a przy delikatnych zadaniach wygrywa kontrola, nie siła.
Dlatego przy wyborze patrzę najpierw na profil, potem na rozmiar, a dopiero na końcu na „uniwersalność” deklarowaną przez producenta. Jeśli narzędzie ma pracować przy maszynie, szafie elektrycznej albo precyzyjnym podzespole, wybieram wersję dopasowaną do zadania. To zwykle najprostszy sposób, żeby śruby służyły dłużej, a praca była po prostu spokojniejsza.