Uchwyt tokarski decyduje o tym, czy detal będzie trzymał oś, nie zacznie bić i da się obrabiać bez nerwowych poprawek. W praktyce to właśnie uchwyt na tokarce przesądza o stabilności, bezpieczeństwie i powtarzalności, więc jego dobór nie jest drobiazgiem, tylko jednym z głównych wyborów w obróbce metali. Poniżej rozkładam temat na czynniki pierwsze: rodzaje uchwytów, kryteria doboru, typowe błędy i realne widełki kosztów.
Najważniejsze różnice, które decydują o wyborze uchwytu
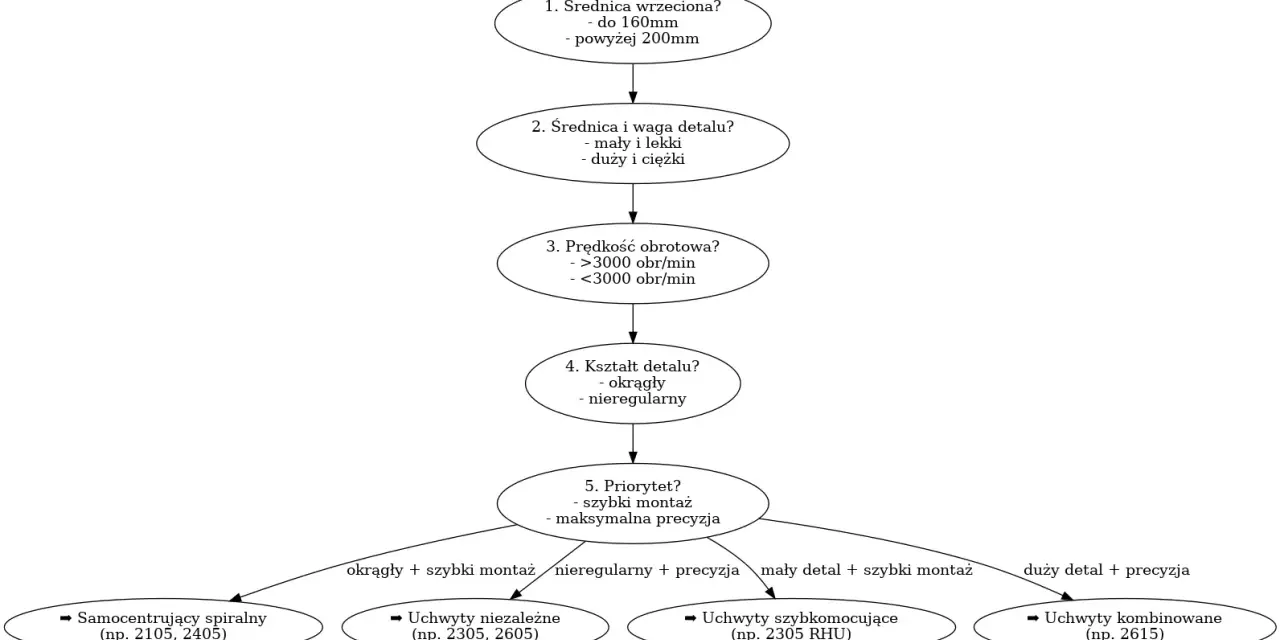
- 3-szczękowy samocentrujący wybieram do prętów okrągłych i pracy seryjnej, bo jest szybki w ustawieniu.
- 4-szczękowy niezależny lepiej radzi sobie z detalami kwadratowymi, odlewkami i elementami wymagającymi precyzyjnego centrowania.
- Tulejowy daje świetną powtarzalność przy mniejszych średnicach i krótkich seriach.
- Hydrauliczny lub pneumatyczny ma sens w CNC, gdy liczy się czas przezbrojenia i stabilna produkcja.
- Najpierw sprawdzam wrzeciono, średnicę i masę detalu, a dopiero potem cenę samego uchwytu.
Do czego naprawdę służy uchwyt tokarski
Uchwyt tokarski ma jedno podstawowe zadanie: utrzymać detal tak, żeby obracał się dokładnie wokół zadanej osi. Brzmi prosto, ale w praktyce od tego zależy niemal wszystko - od jakości powierzchni, przez zużycie narzędzia, aż po bezpieczeństwo operatora. Jeśli mocowanie jest słabe albo źle dobrane, pojawia się bicie, drgania i konieczność ciągłego poprawiania ustawienia.
Ja patrzę na uchwyt jak na element, który ma zapewnić trzy rzeczy naraz: sztywność, centrowanie i powtarzalność. Sztywność ogranicza drgania, centrowanie trzyma oś, a powtarzalność skraca czas ustawiania kolejnych detali. Przy prostych pracach warsztatowych różnica może wydawać się niewielka, ale przy precyzyjnej obróbce setne milimetra zaczynają mieć znaczenie, zwłaszcza gdy detal ma długą część roboczą albo cienkie ścianki.
Właśnie dlatego w praktyce nie wybieram uchwytu „najmocniejszego”, tylko takiego, który najlepiej pasuje do zadania. Inny sprawdzi się przy surowym pręcie stalowym, inny przy gotowym wałku szlifowanym, a jeszcze inny przy krótkiej serii elementów CNC. To prowadzi już wprost do rodzaju uchwytu i sposobu jego pracy.
Jakie są rodzaje uchwytów i do czego pasują
Najprościej rzecz ujmując, rodzaj uchwytu dobieram do geometrii detalu i stylu produkcji. Inaczej mocuje się okrągły pręt, inaczej kwadratowy blok, a jeszcze inaczej cienkościenną tuleję. Poniżej zestawiam najczęściej spotykane rozwiązania, które realnie mają znaczenie w obróbce metali i CNC.
| Typ uchwytu | Kiedy ma sens | Mocne strony | Ograniczenia |
|---|---|---|---|
| 3-szczękowy samocentrujący | Pręty okrągłe, szybkie przezbrojenia, produkcja seryjna | Jedno ruchowe ustawienie, dobra powtarzalność, szybka obsługa | Słabiej radzi sobie z elementami nieokrągłymi i nietypowymi |
| 4-szczękowy niezależny | Kwadraty, odlewy, detale wymagające precyzyjnego zosiowania | Duża elastyczność, możliwość korekcji położenia każdej szczęki | Ustawienie trwa dłużej i wymaga wprawy |
| Uchwyt tulejowy | Małe średnice, powtarzalne serie, wysoka dokładność | Bardzo dobra koncentryczność, szybkie mocowanie drobnych detali | Węższy zakres średnic, mniejsza uniwersalność |
| Hydrauliczny lub pneumatyczny | CNC, automatyzacja, krótki czas cyklu | Stabilny docisk, szybkie otwieranie i zamykanie, dobre do produkcji seryjnej | Wyższy koszt zakupu i serwisu, większe wymagania instalacyjne |
| Tarcza tokarska lub uchwyt specjalny | Duże, nieregularne albo asymetryczne elementy | Duża swoboda mocowania, możliwość pracy z nietypowym kształtem | Dłuższe przygotowanie i zwykle niższa wygoda przy małych seriach |
W praktyce najwięcej robią szczęki miękkie, czyli takie, które można obrobić pod konkretny detal. Gdy potrzebuję lepiej kontrolować bicie lub nie chcę uszkodzić powierzchni gotowej części, to właśnie ten wariant daje najwięcej spokoju. To drobny zabieg, ale przy krótkich seriach i detalach wymagających dokładności bywa bardziej opłacalny niż zakup zupełnie nowego uchwytu.
Sam typ uchwytu to jednak dopiero połowa decyzji; druga połowa to dopasowanie go do wrzeciona, średnicy i rodzaju materiału. I tutaj zaczynają się najczęstsze pomyłki.
Jak dobrać uchwyt do materiału, średnicy i produkcji
Gdy dobieram uchwyt, nie patrzę wyłącznie na nominalną średnicę detalu. Ważniejsze są: system mocowania na wrzecionie, masa całego układu, wymagany przelot, rodzaj produkcji i to, jak bardzo detal jest wrażliwy na odkształcenie. Uchwyt musi pasować nie tylko „fizycznie”, ale też procesowo.
| Kryterium | Na co patrzeć | Dlaczego to ma znaczenie |
|---|---|---|
| System wrzeciona | Camlock, kołnierz, gwint, inne połączenie producenta | Jeśli uchwyt nie pasuje do wrzeciona, nie da się go bezpiecznie zamontować |
| Średnica uchwytu | Najczęściej 80-125 mm dla małych tokarek, 160-200 mm dla uniwersalnych, 250-315 mm dla większych aplikacji | Zbyt mały uchwyt ogranicza zakres pracy, zbyt duży zwiększa bezwładność i obciąża maszynę |
| Przelot | Średnica otworu przelotowego i możliwość pracy z długim prętem | Przy podawaniu materiału z pręta przelot bywa ważniejszy niż sama średnica korpusu |
| Kształt detalu | Okrągły, kwadratowy, odlewany, cienkościenny | Rodzaj szczęk i sposób docisku trzeba dobrać do geometrii, inaczej detal będzie się ślizgał albo deformował |
| Tryb produkcji | Jednostkowa, małoseryjna, seryjna, automatyczna | Im większa seria, tym większe znaczenie ma czas przezbrojenia i powtarzalność |
W obróbce metalu dobrze działa prosta zasada: do prętów i prostych serii biorę samocentrujący, do elementów nietypowych - niezależny, do drobnicy i dokładności - tulejowy. Jeśli pracuję na CNC, dochodzi jeszcze kwestia napędu uchwytu, bezpiecznych obrotów i powtarzalności zacisku. Wtedy liczy się nie tylko siła trzymania, ale też to, jak uchwyt zachowuje się przy wielu cyklach otwarcia i zamknięcia.
Gdy te trzy rzeczy są spójne, dopiero wtedy sens ma walka z błędami montażowymi i biciem, bo właśnie tam najczęściej ucieka jakość.
Najczęstsze błędy przy mocowaniu detalu i jak ich unikam
Najwięcej problemów nie wynika z samej tokarki, tylko z pośpiechu przy mocowaniu. Widziałem to wielokrotnie: uchwyt formalnie „trzyma”, ale detal i tak bije, wibruje albo przesuwa się pod obciążeniem. Zwykle winny jest nie sam model uchwytu, lecz brud, zły docisk albo błędne założenie, że każdy detal da się złapać tak samo.
- Wióry pod szczękami - nawet drobny opiłek psuje bazowanie i wprowadza bicie, więc przed zamknięciem zawsze czyści się gniazda i powierzchnie styku.
- Zbyt mała powierzchnia chwytu - jeśli detal wystaje za bardzo z uchwytu, rośnie ryzyko drgań i wyrywania z mocowania.
- Za duży docisk - cienkościenne tuleje i miękkie materiały łatwo odkształcić, a potem problem wraca jako błąd wymiaru.
- Brak kontroli bicia - po zmianie szczęk albo po ponownym montażu warto sprawdzić detal czujnikiem zegarowym, zamiast zgadywać.
- Zły typ uchwytu do kształtu detalu - 3-szczękowy jest wygodny, ale nie rozwiąże wszystkiego; przy elementach kwadratowych lub odlewach lepiej sprawdza się 4-szczękowy.
- Ignorowanie obrotów i masy - duży uchwyt ma większą bezwładność, więc przy wysokich obrotach trzeba pilnować zaleceń maszyny i stanu wyważenia.
Przy długich wałkach albo cienkich elementach zwykle dokładam podparcie konikiem, lunetą lub innym elementem stabilizującym. To nie jest nadmiar ostrożności, tylko realny sposób na ograniczenie drgań, które potrafią zepsuć powierzchnię szybciej niż jakakolwiek wada samego narzędzia skrawającego. I właśnie dlatego przy zakupie patrzę nie tylko na parametry katalogowe, ale też na to, ile kosztuje później spokój w pracy.
Ile kosztuje uchwyt tokarski i kiedy dopłata ma sens
Ceny są bardzo rozstrzelone, bo inne pieniądze płaci się za prosty uchwyt warsztatowy, a inne za rozwiązanie do produkcji CNC. Na rynku widać wyraźnie, że różnica między podstawowym modelem a wersją przemysłową potrafi być kilkukrotna, a czasem nawet większa niż sama wartość tokarki hobbystycznej. Dlatego nie kupuję „najtańszego z odpowiednią średnicą”, tylko szukam najlepszego stosunku ceny do dokładności i trwałości.
| Segment | Typowe zastosowanie | Orientacyjna cena brutto |
|---|---|---|
| Małe uchwyty manualne 65-100 mm | Lekkie tokarki, drobne detale, prace pomocnicze | 200-700 zł |
| Standard 125-160 mm | Warsztat, utrzymanie ruchu, uniwersalna obróbka metali | 700-1 500 zł |
| Lepsza klasa 160-250 mm | Precyzyjniejsze prace, większe obciążenie, stabilniejsza praca | 1 000-3 500 zł |
| Hydrauliczne i pneumatyczne | CNC, automatyzacja, produkcja seryjna | 3 000-10 000+ zł |
| Specjalne uchwyty przemysłowe | Duże średnice, nietypowe kształty, wymagające aplikacje | powyżej 10 000 zł |
Jeśli pracujesz okazjonalnie, dopłata do automatyki zwykle nie ma sensu. Jeśli jednak masz powtarzalne zlecenia, krótkie czasy cyklu i oczekiwany niski poziom braków, solidniejszy uchwyt zaczyna się zwracać bardzo szybko. Najczęściej widzę to w dwóch miejscach: przy mniejszej liczbie poprawek i przy krótszym przezbrojeniu między partiami.
W praktyce warto też pamiętać, że cena nie obejmuje wszystkiego. Do kosztu dolicza się szczęki specjalne, adaptery, ewentualne osprzętowanie do CNC, a czasem również obróbkę miękkich szczęk pod konkretny detal. To właśnie te „dodatki” decydują, czy uchwyt jest tylko zakupem, czy realnym usprawnieniem procesu.
Co sprawdzam przed pierwszym uruchomieniem i po każdej zmianie szczęk
Nim ruszam wrzeciono, przechodzę przez krótką checklistę. To banalne, ale właśnie takie proste czynności najczęściej oddzielają spokojną pracę od kosztownego błędu. Uchwyt może być bardzo dobry, a i tak zawiedzie, jeśli zostanie źle zamocowany albo zignoruje się podstawową kontrolę.
- Czyszczę powierzchnie styku - szczęki, gniazda i przylgnię muszą być wolne od wiórów, smaru zanieczyszczonego opiłkami i resztek chłodziwa.
- Sprawdzam kolejność szczęk - przy wielu uchwytach błędne przełożenie elementów od razu psuje centrowanie.
- Mierzę bicie po montażu - czujnik zegarowy szybko pokazuje, czy detal siedzi osiowo, czy wymaga korekty.
- Kontroluję długość wysięgu - im krótszy, tym mniejsze drgania i większa szansa na dobry wymiar.
- Dopasowuję obroty do masy uchwytu - duży korpus nie lubi przypadkowego rozpędzania na ślepo.
Jeśli mam zostawić jedną praktyczną zasadę, to taką: najpierw przewidywalność mocowania, dopiero potem prędkość i ekonomia. Dobrze dobrany uchwyt skraca czas ustawiania, ogranicza drgania i pozwala wyciągnąć z tokarki dokładnie tyle, ile naprawdę potrafi, bez walki z przypadkowymi błędami.