Wiercenie w stali, stali nierdzewnej czy żeliwie wymaga narzędzia, które nie traci ostrości po kilku otworach i nie przegrzewa materiału. Właśnie dlatego w warsztatach i na CNC tak często wybiera się wiertło widiowe z końcówką z węglika spiekanego: jest sztywniejsze, odporniejsze na ścieranie i lepiej trzyma geometrię otworu. W tym tekście pokazuję, kiedy takie rozwiązanie ma sens, czym różni się od HSS i kobaltu, jak dobrać je do materiału oraz na co uważać przy wierceniu, żeby nie przepłacać za narzędzie i nie skracać jego życia.
Najkrócej, co decyduje o skuteczności narzędzia
- Węglik spiekany daje dużą odporność na zużycie, ale wymaga sztywnego mocowania i sensownych parametrów.
- Do pracy seryjnej oraz trudniejszych materiałów lepiej sprawdza się rozwiązanie węglikowe niż zwykłe HSS.
- Wersja z płytką węglikową jest tańszym kompromisem, a pełnowęglikowe VHM daje najwyższą precyzję.
- Chłodzenie, bicie uchwytu i długość wysięgu często mają większy wpływ na wynik niż sama marka narzędzia.
- Przy zakupie patrz nie tylko na średnicę, ale też na geometrię ostrza, długość roboczą i sposób odprowadzania wióra.
Czym jest narzędzie z końcówką z węglika i kiedy ma przewagę
Jeżeli spojrzeć na to od strony praktycznej, klucz tkwi w strefie roboczej narzędzia. Stalowy korpus daje rozsądną cenę i pewną elastyczność, a końcówka z węglika spiekanego podnosi odporność na ścieranie oraz temperaturę. W obróbce metali ważne jest nie tylko to, że ostrze jest twarde, ale też to, że zachowuje geometrię podczas dłuższej pracy.
To dlatego takie narzędzia lepiej znoszą serie otworów w stali czy żeliwie, ale gorzej tolerują luźny uchwyt, zbyt długie wysunięcie i wibracje. Z mojego doświadczenia najwięcej problemów nie bierze się z samego materiału, tylko z tego, że ktoś próbuje pracować nimi jak zwykłym wiertłem warsztatowym. W handlu potocznym słowo „widiowe” bywa używane nieprecyzyjnie, ale w kontekście CNC chodzi o narzędzie do metalu, a nie o klasyczne wiertło udarowe do betonu.
Gdy już wiadomo, czym to narzędzie jest, warto sprawdzić, w jakich materiałach daje największy zwrot.
W jakich materiałach sprawdza się najlepiej
Największą przewagę węglik pokazuje tam, gdzie materiał jest twardy, ścierny albo wymaga powtarzalności. Dla mnie najważniejsze jest pytanie nie „czy da się przewiercić”, tylko „czy da się utrzymać wymiar i tempo bez ciągłej wymiany narzędzia”.
| Materiał | Ocena | Dlaczego to działa |
|---|---|---|
| Stal konstrukcyjna | bardzo dobre | narzędzie dobrze znosi serię otworów i utrzymuje geometrię |
| Stal nierdzewna | bardzo dobre, ale wymagające | liczy się odprowadzanie ciepła i wióra, bo materiał lubi grzać ostrze |
| Żeliwo | bardzo dobre | abrazyjność szybko zużywa HSS, a węglik lepiej trzyma krawędź |
| Aluminium | dobre | ważniejsza od samego materiału narzędzia bywa geometria ostrza i kontrola wióra |
| Mosiądz i brąz | dobre, ale nie zawsze opłacalne | w wielu prostych zadaniach wystarczy tańsze narzędzie, jeśli nie ma serii |
| Tworzywa i kompozyty | zależne od zadania | czasem daje świetną jakość krawędzi, ale bywa nadmiarowe kosztowo |
Jeśli detal jest cienkościenny albo źle zamocowany, nawet najlepsze narzędzie nie zrekompensuje braku sztywności. Dlatego po materiale zawsze patrzę na konstrukcję samego wiertła, bo to właśnie tam kryje się kolejna różnica w cenie i efektach pracy.
Wiertło z płytką węglikową czy pełnowęglikowe VHM
Tu łatwo o nieporozumienie, bo pod hasłem wiertło widiowe sprzedawcy potrafią wrzucać dwie różne konstrukcje. Jedna jest kompromisem kosztowym, druga rozwiązaniem pod precyzję i produkcję seryjną. W praktyce wybór zależy nie od samej nazwy, tylko od tego, jak stabilny jest proces i jakiej powtarzalności oczekujesz.
| Typ narzędzia | Plusy | Ograniczenia | Kiedy wybrać |
|---|---|---|---|
| HSS / HSS-Co | niska cena, większa „wybaczalność”, łatwa dostępność | krótsza żywotność, niższa odporność na temperaturę | naprawy, małe serie, prosta obróbka warsztatowa |
| Płytka węglikowa | lepsza trwałość niż HSS, korzystny koszt przy większych średnicach | mniejsza sztywność niż pełny węglik, ograniczona regeneracja | średnie serie, produkcja mieszana, większe otwory |
| Pełnowęglikowe VHM | najwyższa precyzja, duża odporność na zużycie, świetna powtarzalność | wyższa cena, większa kruchość, wymaga sztywnej maszyny i uchwytu | CNC, produkcja seryjna, stal nierdzewna, żeliwo, wysoka jakość otworu |
Jeżeli ktoś wierci okazjonalnie, HSS-Co wciąż bywa rozsądniejsze kosztowo. Jeśli jednak chcesz utrzymać wymiar, ograniczyć zmiany narzędzia i przyspieszyć cykl, VHM lub dobre węglikowe rozwiązanie zaczyna mieć bardzo konkretny sens. Kiedy konstrukcja jest już jasna, największą różnicę robi geometria i sposób prowadzenia narzędzia.

Jak dobrać geometrię, żeby otwór był czysty i powtarzalny
Ja zwykle zaczynam od długości, potem patrzę na kąt wierzchołka i dopiero na powłokę. To kolejność ważniejsza niż katalogowe hasła, bo długie narzędzie o świetnej powłoce i tak przegra z krótkim, stabilnym wiertłem źle dopasowanym do detalu.
| Parametr | Co oznacza | Jak wpływa na pracę |
|---|---|---|
| 3xD | otwór o głębokości do trzech średnic wiertła | sztywny, szybki wariant do większości krótkich otworów |
| 5xD | otwór do pięciu średnic | dobre rozwiązanie do typowych prac produkcyjnych |
| 10xD i więcej | głębokie wiercenie | wymaga bardzo dobrego chłodzenia, stabilnej maszyny i kontroli wióra |
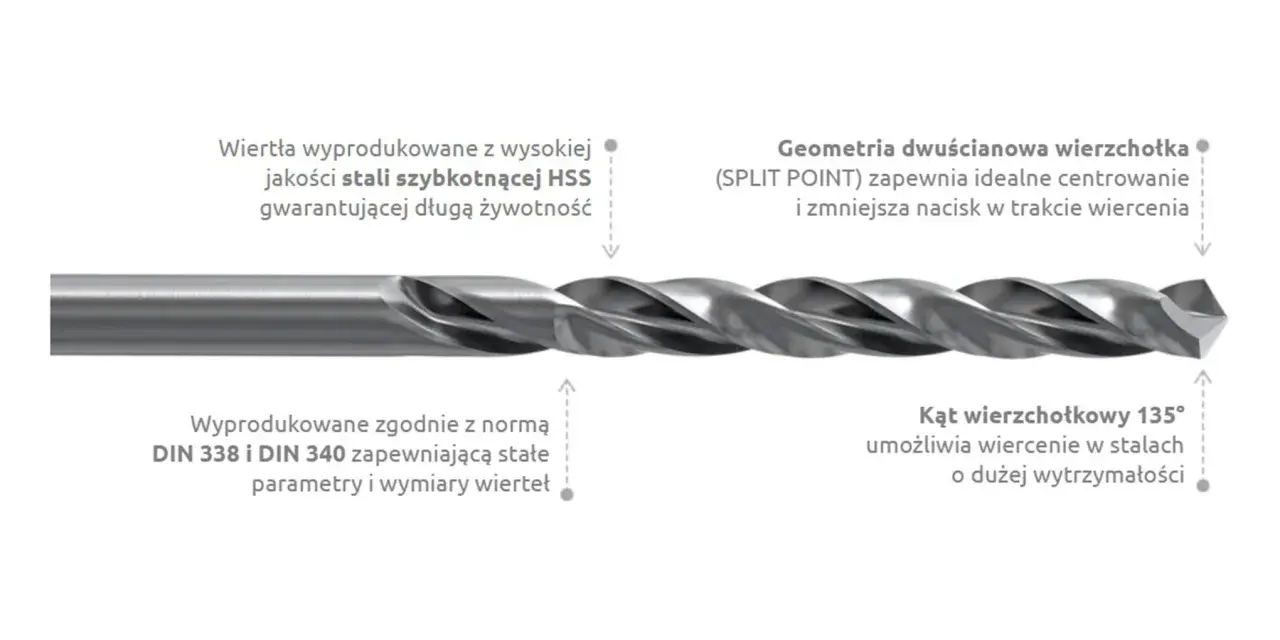
- Kąt wierzchołkowy w metalach najczęściej sprawdza się w okolicach 135° lub 140°, bo pomaga stabilniej wejść w materiał i lepiej łamać wiór.
- Długość robocza powinna być możliwie krótka. Im mniejszy wysięg, tym mniejsze drgania i większa dokładność otworu.
- Kanały chłodzące mają duże znaczenie przy nierdzewce i otworach głębokich, bo pomagają odprowadzić ciepło i wiór.
- Powłoka poprawia odporność na temperaturę, ale nie zastąpi dobrego chłodzenia ani poprawnych parametrów skrawania.
- Bicie uchwytu trzeba kontrolować od początku. Nawet mały luz potrafi zjeść przewagę narzędzia węglikowego.
Sama geometria jednak nie wystarczy, jeśli parametry pracy są ustawione na czuja. W praktyce to właśnie sposób wiercenia przesądza o tym, czy narzędzie będzie pracować długo, czy po kilku detalach zacznie się przegrzewać.
Jak wiercić, żeby nie przegrzewać narzędzia
- Zamocuj detal jak najstabilniej i skróć wysięg narzędzia do minimum. Drgania są jednym z najszybszych sposobów na zniszczenie krawędzi tnącej.
- Dobierz obroty i posuw razem. Zbyt mały posuw też szkodzi, bo ostrze zaczyna trzeć zamiast ciąć, a wtedy temperatura rośnie szybciej niż wydajność.
- Stosuj wiercenie cykliczne przy głębszych otworach, jeśli materiał i proces tego wymagają. To prosty sposób na wyrzucenie wióra i ograniczenie zapychania otworu.
- Dbaj o chłodzenie, zwłaszcza w stali nierdzewnej, żeliwie i przy dłuższych otworach. Chłodziwo nie jest dodatkiem „na wszelki wypadek”, tylko elementem procesu.
- Kontroluj pierwszy detal. Jeśli pierwszy otwór wychodzi poprawnie, ale wiór robi się niepokojąco drobny, matowy albo przebarwiony, to sygnał do korekty, nie do czekania aż narzędzie się „ułoży”.
W przypadku stali nierdzewnej i stopów trudnoskrawalnych chłodzenie oraz stabilny posuw często znaczą więcej niż sama „moc” maszyny. Gdy proces jest już ustawiony, zostaje jeszcze najważniejszy praktyczny temat: błędy i zużycie, bo to one najczęściej podnoszą koszt wiercenia.
Najczęstsze błędy i sygnały zużycia
- Za długi wysięg narzędzia, który zwiększa drgania i pogarsza jakość otworu.
- Zbyt mały posuw, przez co wiertło bardziej trze, niż skrawa.
- Brak chłodzenia przy materiałach, które mocno grzeją ostrze.
- Złe mocowanie detalu albo uchwyt z wyraźnym biciem.
- Próba pracy poza zakresem materiałowym, zwłaszcza przy elementach twardszych lub mocno abrazyjnych.
Zużycie zwykle poznasz po matowieniu krawędzi, narastającym hałasie, gorszym łamaniu wióra i pływającej średnicy. Gdy końcówka jest wykruszona, nie próbuję jej „przepchnąć” do końca serii, bo w praktyce to tylko psuje kolejne otwory i zwiększa koszt złomu. Węglik jest odporny, ale nadal kruchy, więc po przekroczeniu granicy bezpieczeństwa lepiej wymienić narzędzie niż ratować serię na siłę.
Dlatego przed zakupem patrzę nie tylko na cenę, ale na to, czy narzędzie pasuje do realnego procesu. Jeśli ma pracować w trudnym materiale, stabilnie i powtarzalnie, oszczędność na pierwszym etapie bardzo szybko może się zemścić.
Na co patrzeć przy zakupie i ile to zwykle kosztuje
Cena zależy głównie od średnicy, długości, chłodzenia i typu konstrukcji. W detalicznym handlu proste małe wiertła z węglikiem spiekanym kosztują dziś zwykle około 3-20 zł za sztukę, a małe wiertła VHM do CNC zaczynają się mniej więcej od 35-50 zł; wersje dłuższe lub z chłodzeniem wewnętrznym potrafią kosztować 100-150 zł i więcej. W praktyce średnica i długość podbijają cenę szybciej niż sama marka.
| Co sprawdzić przed zakupem | Dlaczego to ważne |
|---|---|
| Średnica i tolerancja | decydują o wymiarze otworu i powtarzalności |
| Długość robocza | wpływa na sztywność i podatność na drgania |
| Rodzaj chłodzenia | ma znaczenie przy nierdzewce, żeliwie i głębszych otworach |
| Typ mocowania | bicie uchwytu potrafi zniwelować przewagę dobrego narzędzia |
| Zakres materiałów | nie każde „uniwersalne” rozwiązanie będzie naprawdę uniwersalne |
Jeśli robisz kilka otworów miesięcznie, drogi model nie zawsze się zwróci. Jeżeli jednak pracujesz seriami, walczysz o czas cyklu i musisz utrzymać wymiar bez ciągłej korekty, różnica w cenie szybko przestaje być problemem, bo zwraca się w stabilności procesu.
Co jeszcze warto ustawić przed pierwszą serią
Przed uruchomieniem produkcji sprawdzam trzy rzeczy: sztywność mocowania, odprowadzanie wióra i zgodność parametrów z materiałem. Do tego dochodzi prosty zapis ustawień, czyli obroty, posuw, głębokość i sposób chłodzenia, bo bez tego po tygodniu trudno odtworzyć dobry rezultat.
- Wykonaj jeden próbny otwór i oceń krawędź oraz wiór.
- Sprawdź bicie uchwytu przed pierwszą sztuką z serii.
- Po kilku otworach skontroluj średnicę i stan krawędzi tnącej.
- Zapisz parametry procesu, jeśli detal ma wracać do produkcji.
Jeżeli te podstawy są dopięte, narzędzie z węglikiem spiekanym naprawdę pokazuje swoją wartość: utrzymuje wymiar, rzadziej wymaga wymiany i lepiej znosi pracę w wymagających materiałach. W obróbce metali i CNC to zwykle ważniejsze niż sama etykieta „mocne wiertło” na opakowaniu.