Najważniejsze rzeczy do zapamiętania
- Program CNC to nie „sam kod”, tylko logiczny plan obróbki: geometria, narzędzia, parametry i bezpieczeństwo muszą się zgadzać.
- W praktyce liczą się głównie trzy podejścia: ręczne G-code, programowanie dialogowe i CAM z postprocesorem.
- W obróbce metali najwięcej problemów powodują błędny punkt zerowy, zła korekcja narzędzia i brak symulacji przed startem.
- Jedna maszyna nie narzuca jednego stylu pracy. Sterowanie, materiał i złożoność detalu decydują, czy lepsze będzie rozwiązanie ręczne, czy automatyczne.
- Dobry program powstaje dopiero wtedy, gdy uwzględnia się mocowanie, chłodzenie, odprowadzanie wiórów i kontrolę pierwszej sztuki.
Na czym polega sterowanie obrabiarką CNC
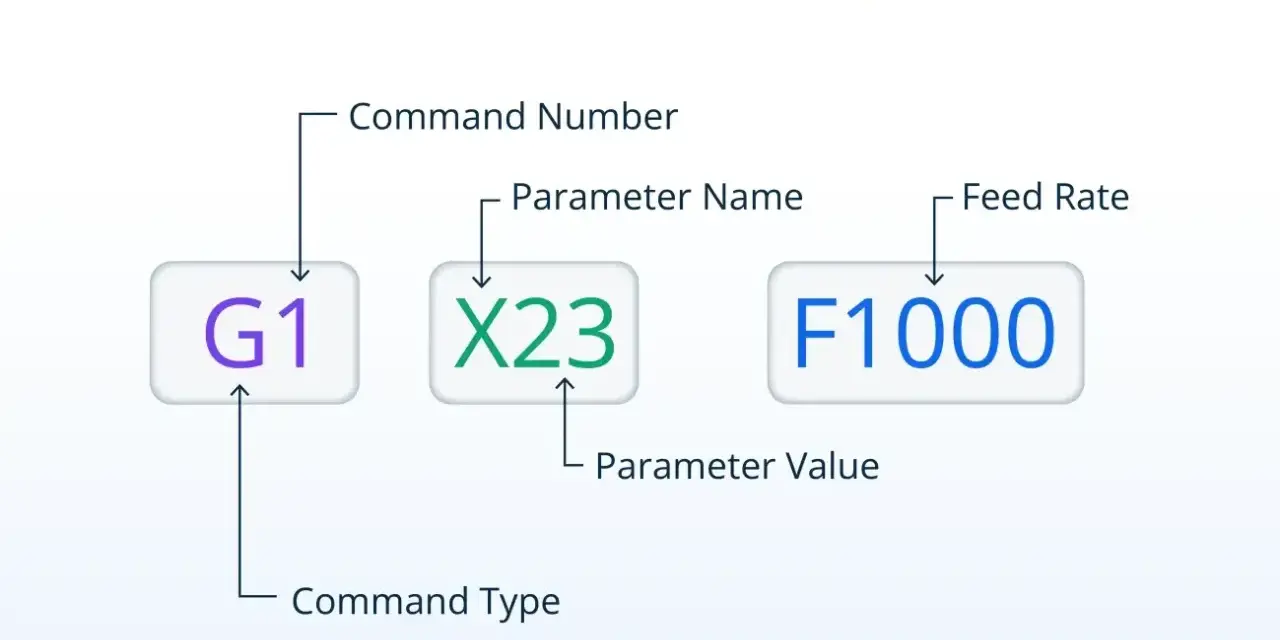
Najkrócej mówiąc, program CNC opisuje maszynie, co ma zrobić narzędzie, z jaką prędkością i w jakiej kolejności. Jak podaje Autodesk, instrukcje obejmują między innymi ruchy narzędzia, prędkość wrzeciona, posuwy i zmianę narzędzi, czyli dokładnie to, co decyduje o jakości obróbki. W praktyce najczęściej spotykasz się z kodami G i M: pierwsze odpowiadają za ruch i tryb pracy, drugie za funkcje pomocnicze, takie jak wrzeciono czy chłodziwo.
Warto pamiętać, że ten sam zapis nie zawsze działa identycznie na każdej maszynie. Sterowania różnią się detalami, a czasem także dodatkowymi funkcjami producenta, więc program przygotowany „na oko” z innego zakładu potrafi wymagać poprawek. Właśnie dlatego znajomość konkretnego sterowania jest równie ważna jak znajomość samej obróbki. Kiedy to uporządkujesz, łatwiej przejść do samego przebiegu pracy nad detalem.
W praktyce rozumiem to tak: kod jest tylko językiem, ale prawdziwa robota dzieje się wcześniej, na etapie technologii, doboru narzędzi i oceny ryzyka kolizji. Bez tego nawet poprawna składnia nie daje dobrego efektu.
Jak wygląda proces przygotowania programu krok po kroku
Najlepsze programy nie powstają od pierwszej linijki kodu, tylko od porządnej analizy detalu. W obróbce metali ten etap ma ogromne znaczenie, bo inny będzie tok pracy przy aluminium, inny przy stali nierdzewnej, a jeszcze inny przy żeliwie. Ja zawsze zaczynam od pytania: co jest krytyczne dla jakości, a co można zoptymalizować bez ryzyka?- Odczyt rysunku lub modelu 3D - sprawdzasz tolerancje, powierzchnie bazowe, otwory krytyczne i miejsca, które muszą być obrobione w określonej kolejności.
- Wybór strategii obróbki - oddzielasz zgrubne zdejmowanie materiału od wykańczania, bo to dwa różne zadania technologiczne.
- Dobór narzędzi - frez, wiertło, płytka skrawająca, oprawka i długość wysięgu muszą pasować do geometrii oraz materiału.
- Ustalenie bazy i punktu zerowego - bez tego program może być poprawny logicznie, ale zupełnie błędny geometrycznie.
- Wygenerowanie lub napisanie kodu - ręcznie, dialogowo albo w CAM.
- Symulacja i przejazd testowy - to etap, na którym wychodzą kolizje, złe przejścia i niepotrzebne ruchy.
- Uruchomienie pierwszej sztuki - dopiero wynik pomiaru pokazuje, czy cały plan był spójny z rzeczywistością.
W metalu szczególnie ważne są dwa momenty: ustawienie bazy i kontrola po pierwszym przejściu. Jeśli one są źle zrobione, cały program zaczyna pracować na fałszywych założeniach. Z tego miejsca naturalnie przechodzimy do pytania, jaką metodą taki program najlepiej przygotować.
Jaką metodę programowania wybrać
Nie ma jednej metody dobrej na wszystko. W zakładach produkcyjnych najczęściej wygrywa podejście mieszane: proste zadania robi się szybko, a złożone detale prowadzi przez CAM. Najważniejsze jest dobranie narzędzia do geometrii, serii i realnego czasu, jaki masz na przygotowanie produkcji.
| Metoda | Kiedy ma sens | Największa zaleta | Ograniczenie |
|---|---|---|---|
| Ręczne pisanie G-code | Proste operacje, krótkie poprawki, korekty bezpośrednio na maszynie | Pełna kontrola nad ruchem i logiką programu | Wolniejsze przy złożonej geometrii i bardziej podatne na pomyłki |
| Programowanie dialogowe | Typowe operacje, krótsze serie, powtarzalne zadania | Szybkie wejście i mniejsza bariera dla operatora | Ograniczona elastyczność przy nietypowych detalach |
| CAM z postprocesorem | Złożone kształty, wiele operacji, praca 2.5D i 3D | Szybka generacja ścieżek, symulacja i łatwiejsze poprawki konstrukcyjne | Wymaga poprawnego postprocesora i porządnej weryfikacji |
Postprocesor warto rozumieć jako tłumacza między ścieżką narzędzia w CAM a konkretnym sterowaniem maszyny. To właśnie on decyduje, czy program będzie zgodny z danym centrum obróbczym, tokarką albo frezarką. Autodesk zwraca uwagę, że takie środowisko skraca czas przygotowania i ułatwia aktualizację programu, ale nie zwalnia z rozumienia technologii. W praktyce najlepiej działa zasada: CAM przyspiesza, człowiek weryfikuje.
Jeśli detal jest prosty, ręczne podejście bywa po prostu szybsze. Jeśli w grę wchodzą kieszenie, powierzchnie 3D, kilka narzędzi i obróbka wieloetapowa, CAM wyraźnie ogranicza liczbę błędów. Następny krok to kompetencje, bez których żadna z tych metod nie będzie naprawdę bezpieczna.
Co trzeba rozumieć, zanim napiszesz pierwszą linię kodu
Jak przypomina Haas, do programowania maszyny CNC potrzebna jest podstawowa znajomość praktyki obróbczej i matematyki. To zdanie brzmi banalnie tylko do momentu, kiedy na stole pojawia się detal z cienkimi ściankami, wymagającą tolerancją albo trudnym materiałem. Wtedy widać, czy ktoś myśli jak technolog, czy tylko przepisuje ruchy z poprzedniego pliku.
- Materiał - stal, aluminium, nierdzewka i żeliwo zachowują się inaczej podczas skrawania, więc nie ma jednego uniwersalnego zestawu parametrów.
- Narzędzie - liczy się nie tylko typ frezu czy płytki, ale też długość wysięgu, geometria ostrza i stan zużycia.
- Mocowanie detalu - jeśli element pracuje w imadle albo na przyrządzie, program musi to uwzględnić od pierwszego przejazdu.
- Układ współrzędnych - punkt zerowy detalu i offsety narzędziowe mają bezpośredni wpływ na wymiar końcowy.
- Posuw i obroty - zbyt agresywne ustawienia nie skracają czasu, tylko przyspieszają zużycie narzędzia albo generują drgania.
- Chłodzenie i wióry - przy obróbce metali to nie dodatek, ale część technologii; bez nich rośnie temperatura i spada stabilność procesu.
- Tolerancje - im ciaśniejsze wymagania wymiarowe, tym ważniejsza staje się kolejność operacji i kontrola pośrednia.
W praktyce najczęściej niedoceniane są korekcje narzędzi i sposób odprowadzania wiórów. Jeden detal może wyjść dobrze „na sucho”, a w serii zacząć się rozjeżdżać, bo narzędzie się grzeje, materiał pływa albo oprawka wchodzi za głęboko. Dlatego sam kod to za mało. Skoro tak, warto od razu przyjrzeć się błędom, które najczęściej wychodzą dopiero po uruchomieniu.
Najczęstsze błędy, które niszczą czas i detal
Na hali najwięcej kosztują nie spektakularne awarie, tylko drobne przeoczenia. Program może wyglądać poprawnie na ekranie, ale jeśli nie zgadza się baza, długość narzędzia albo sposób wejścia w materiał, konsekwencje bywają kosztowne. W skrajnym przypadku tracisz nie tylko detal, lecz także płytkę, oprawkę albo czas maszyny.
- Zły punkt zerowy - detal jest obrabiany względem błędnej bazy, więc wymiar od początku jest przesunięty.
- Brak symulacji - kolizje wychodzą dopiero przy realnym ruchu, a wtedy jest już za późno na spokojną korektę.
- Ignorowanie promienia i długości narzędzia - szczególnie zdradliwe przy frezowaniu kieszeni, rowków i obróbce głębokiej.
- Zbyt agresywne parametry - szybciej zużywają narzędzie i potrafią pogorszyć geometrię zamiast skrócić czas cyklu.
- Kopiowanie programu bez adaptacji - detal wygląda podobnie, ale materiał, oprawka albo sterowanie już nie są takie same.
- Pominięcie chłodzenia i wiórów - w metalu to prosta droga do przegrzania ostrza i gorszej powierzchni.
- Mieszanie jednostek lub formatów - klasyczny błąd przy pracy na różnych sterowaniach i plikach z wielu źródeł.
Najlepsza obrona przed tymi problemami jest zaskakująco prosta: checklista, symulacja i krótki test na małej prędkości posuwu. To nie spowalnia pracy tak bardzo, jak wielu operatorów zakłada. W praktyce oszczędza godziny, których później nie da się odzyskać. Na tym etapie dobrze jest już myśleć nie o pojedynczym programie, lecz o całym sposobie pracy w zakładzie.
Jak zbudować powtarzalny proces w zakładzie produkcyjnym
Jeżeli programy CNC mają być czymś więcej niż doraźną naprawą problemu, trzeba je standaryzować. Największą różnicę robią zwykle rzeczy pozornie nudne: nazewnictwo plików, baza narzędzi, zapisy korekt i jednolita lista kontroli przed startem. W dobrze poukładanym dziale produkcji nie chodzi o to, żeby każdy pisał „po swojemu”, tylko żeby kolejna zmiana mogła bezpiecznie przejąć pracę.
- Ustal jeden schemat nazewnictwa programów - od razu widać, do jakiego detalu, maszyny i wersji technologii odnosi się plik.
- Trzymaj bibliotekę narzędzi i oprawek - bez tego trudno porównywać programy i powtarzać wyniki.
- Zapisuj korekty i obserwacje z pierwszej sztuki - to najlepsza baza do poprawy następnej serii.
- Oddziel program bazowy od wersji roboczych - w przeciwnym razie szybka poprawka zamienia się w chaos.
- Używaj symulacji offline i prostych testów na maszynie - oba etapy są potrzebne, bo żaden nie zastępuje drugiego.
- Przeglądaj program w duecie - druga para oczu często wychwytuje literówkę, której autor już nie widzi.
Obecnie coraz więcej środowisk CAM automatyzuje generowanie ścieżek i przyspiesza korekty po zmianach konstrukcyjnych, ale to tylko narzędzie. Jeżeli zespół nie rozumie technologii, automatyzacja przenosi błędy szybciej, a nie skuteczniej. Właśnie dlatego rozsądne wdrożenie zaczyna się od prostych standardów, a nie od „najbardziej zaawansowanej” funkcji w menu.
Co sprawdziłbym przed pierwszym cyklem seryjnym
Gdy program ma wejść do produkcji seryjnej, myślę już nie o tym, czy „da się uruchomić”, tylko czy da się go powtarzać bez niespodzianek. To moment na bardzo konkretną kontrolę: zgodność sterowania, stan narzędzi, prawidłową bazę, chłodzenie i zachowanie materiału przy pierwszym przejściu. Dobrze ustawiony proces nie potrzebuje bohaterstwa operatora, tylko konsekwencji.
- czy punkt zerowy detalu zgadza się z rzeczywistym mocowaniem,
- czy korekcje długości i promienia narzędzi są aktualne,
- czy postprocesor odpowiada konkretnemu sterowaniu,
- czy program przeszedł symulację bez podejrzanych ruchów,
- czy chłodziwo i odprowadzanie wiórów działają tak, jak założyła technologia,
- czy pierwsza sztuka została zmierzona, a wynik wpisany do dokumentacji,
- czy kolejna zmiana dostanie jasną informację, co jest parametrem krytycznym.
Jeżeli te elementy są dopięte, programowanie przestaje być ryzykiem, a staje się częścią stabilnego procesu obróbki. I właśnie o to chodzi w dobrze prowadzonej produkcji metali: żeby maszyna wykonywała pracę precyzyjnie, a nie tylko „jakoś”.