Najważniejsze decyzje zapadają jeszcze przed pierwszym przejściem
- W aluminium lepiej działają ostre, dodatnie geometrie niż „mocne” płytki do stali.
- Stopy niskokrzemowe częściej tworzą narost na ostrzu, a wysokokrzemowe szybciej ścierają krawędź.
- Startowe prędkości skrawania dla toczenia aluminium zwykle mieszczą się w szerokim zakresie, ale dokładną wartość trzeba powiązać ze stopem, średnicą i sztywnością układu.
- Posuw nie może być zbyt mały, bo zamiast ciąć, narzędzie zaczyna trzeć i pogarsza powierzchnię.
- Chłodziwo pomaga głównie w odprowadzaniu wióra i stabilizacji procesu, ale musi być podane konsekwentnie.
- Na CNC największą przewagę daje powtarzalność: stała średnica, stały posuw i kontrola wióra bez ręcznych poprawek.
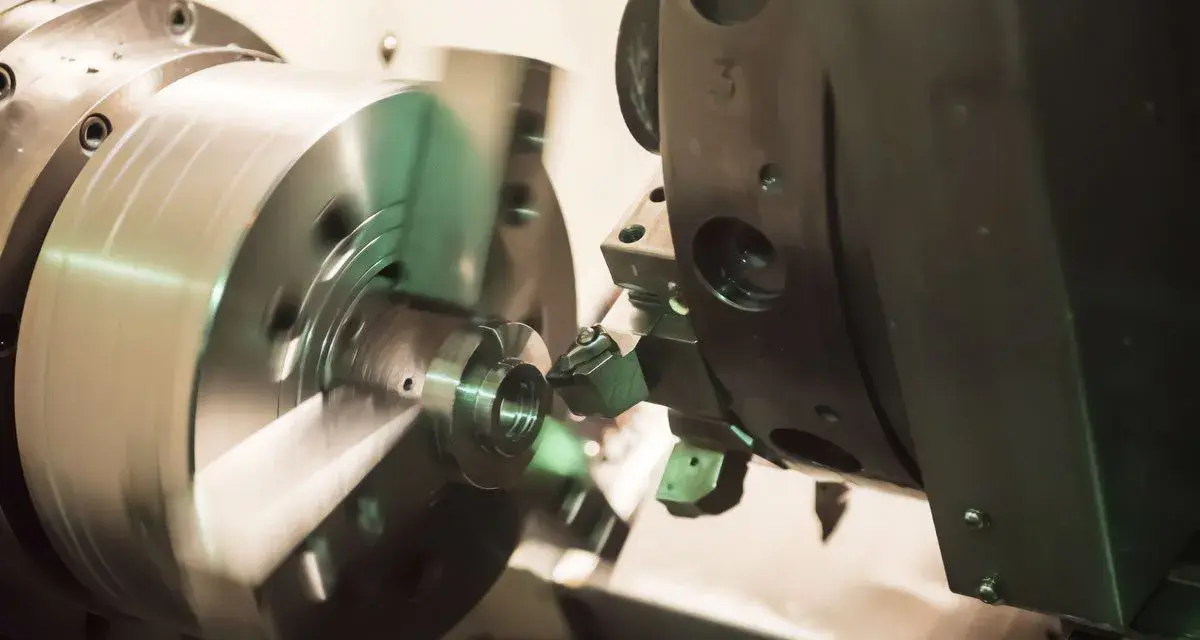
Co naprawdę dzieje się podczas obróbki aluminium na tokarce
Aluminium jest miękkie, ale nie oznacza to łatwej obróbki. Największym problemem nie jest sama siła skrawania, tylko skłonność materiału do przywierania do krawędzi i do tworzenia długiego, ciągłego wióra. Gdy posuw jest zbyt mały albo geometria zbyt „zamknięta”, krawędź zaczyna się zapychać, powierzchnia matowieje, a detal traci wymiar jeszcze przed zakończeniem przejścia.
W praktyce patrzę na aluminium przez pryzmat grupy ISO N, czyli materiałów nieżelaznych. To ważne, bo taka klasyfikacja od razu podpowiada, że potrzebna jest ostra krawędź, dodatni kąt natarcia i dobra ewakuacja wióra. Dla operatora oznacza to mniej „siłowego” toczenia, a więcej kontroli nad geometrią, prędkością i sposobem prowadzenia narzędzia. Im lepiej rozumiesz zachowanie materiału, tym rzadziej walczysz z objawami zamiast z przyczyną.
Właśnie dlatego w aluminium tak często liczy się nie tylko sam detal, ale też sposób wejścia w materiał, długość wysięgu i stabilność mocowania. To prowadzi do najważniejszego pytania: jaki stop i jaka płytka dadzą powtarzalny rezultat.
Jak dobrać stop i narzędzie do zadania
Nie każde aluminium zachowuje się tak samo. Stopy niskokrzemowe są zwykle bardziej „lepkie” i chętniej robią narost na ostrzu, a stopy z większą zawartością krzemu działają bardziej ściernie. Z perspektywy narzędzia to dwa różne światy, więc ja nie zaczynam od katalogu, tylko od tego, co naprawdę leży na maszynie.
| Typ materiału | Jak się zachowuje | Co zwykle działa najlepiej | Na co uważać |
|---|---|---|---|
| Stopy niskokrzemowe i wytłaczane | Łatwo tworzą narost na ostrzu, wiór bywa długi i „mazisty” | Płytki z ostrą, dodatnią geometrią, polerowaną powierzchnią natarcia i lekką powłoką lub bez powłoki | Zbyt mały posuw, zbyt tępa krawędź, niestabilne chłodzenie |
| Stopy wysokokrzemowe | Silnie ścierają krawędź, szybciej zużywają węglik | PCD albo bardzo odporne płytki do nieżelaznych, najlepiej z ostrą krawędzią | Krótka trwałość klasycznego węglika, pogorszenie powierzchni przy długiej serii |
| Odlewy aluminiowe | Mogą mieć twardszy naskórek i zmienną strukturę | Stabilne mocowanie, ostrożne pierwsze przejście, potem korekta parametrów | Wibracje i nieregularna średnica przy słabym podparciu |
| Detale cienkościenne | Łatwo wpadają w drgania | Mały promień naroża, lekkie przejścia, możliwie sztywny uchwyt | Za duży nacisk płytki i odkształcenie ścianki |
Jeśli mam wybierać jedno praktyczne kryterium, to w miękkich stopach szukam płytki z polerowaną powierzchnią natarcia i ostrą krawędzią, a przy stopach z krzemem szybciej myślę o PCD. PCD, czyli polikrystaliczny diament, jest wyraźnie bardziej odporny na ścieranie i dobrze pracuje tam, gdzie zwykły węglik zaczyna się zbyt szybko poddawać. W danych producentów narzędzi dla aluminium właśnie taki podział widać najczęściej: miękkie stopy lubią ostre węgliki, a agresywniejsze materiały wymagają twardszej krawędzi.
Dobór narzędzia nie kończy się jednak na gatunku płytki. Równie ważny jest promień naroża, bo wpływa i na powierzchnię, i na podatność na drgania. Do delikatniejszych detali zwykle zaczynam od mniejszego promienia, a przy stabilnym układzie i większym posuwie sięgam po większy, żeby poprawić trwałość krawędzi. Od tego już prosta droga do ustawienia parametrów.
Jak ustawić parametry skrawania bez zgadywania
W aluminium najłatwiej popełnić błąd nie przez „za mocne”, ale przez za zachowawcze ustawienia. Zbyt niska prędkość skrawania sprzyja narostowi na ostrzu, a zbyt mały posuw zamienia cięcie w tarcie. Dlatego zaczynam od danych startowych dla stopu i płytki, a dopiero potem koryguję je po próbce.
W praktyce przy toczeniu stopów aluminiowych na węgliku sensowne punkty startowe często mieszczą się mniej więcej w takich zakresach: dla aluminium wytłaczanego około 160-540 m/min, dla stopów niskokrzemowych 130-440 m/min, a dla wysoko krzemowych 30-290 m/min. To są szerokie widełki, bo dużo zależy od konkretnej płytki i stabilności maszyny, ale dobrze pokazują kierunek: im bardziej abrazyjny stop, tym ostrożniej z prędkością. Warto też pamiętać, że producenci narzędzi podają takie wartości jako punkt wyjścia, nie sztywną normę.
| Cel operacji | Prędkość skrawania vc | Posuw f | Uwagi praktyczne |
|---|---|---|---|
| Wykończenie | Na wyższym końcu zakresu dla danego stopu | Około 0,05-0,15 mm/obr | Lepsza powierzchnia, ale tylko przy sztywnym mocowaniu i ostrej krawędzi |
| Zgrubnie | Średnio-wysoka, ale bez przesady przy miękkich stopach | Około 0,15-0,35 mm/obr | Posuw musi być dość wysoki, żeby wiór się łamał i nie tarł o detal |
| Wąskie wałki i cienkie ścianki | Raczej ostrożna, z testem na próbce | Niższy, ale nie minimalny | Najpierw stabilność, dopiero potem tempo; tu łatwo o drgania |
Prosty wzór pomaga szybko ustawić maszynę: n = vc × 1000 / (π × D), gdzie n to obroty, vc to prędkość skrawania w m/min, a D to średnica w mm. Dla detalu 50 mm i vc 300 m/min wychodzi około 1910 obr/min. Na CNC używam wtedy stałej prędkości skrawania, czyli CSS, bo wraz ze zmianą średnicy maszynie łatwiej utrzymać równą jakość niż przy sztywnych obrotach.
Przy parametrach nie chodzi o bicie rekordów. Chodzi o to, żeby z jednego przejścia dostać przewidywalny wiór, czystą powierzchnię i brak poprawki ręcznej. To z kolei mocno zależy od tego, jak rozwiązujesz chłodzenie i odprowadzanie wióra.
Dlaczego chłodzenie i wiór robią największą różnicę
W aluminium wiór bywa długi, sprężysty i potrafi owinąć detal albo narzędzie szybciej, niż operator zdąży zareagować. Dlatego sama geometria płytki to nie wszystko. Jeśli wiór nie ma gdzie uciec, proces zaczyna się dławić, a powierzchnia detalu pogarsza się z przejścia na przejście.
Chłodziwo traktuję tu przede wszystkim jako narzędzie do kontroli wióra i stabilizacji temperatury, a nie magiczny sposób na każdy problem. W prostych, stabilnych operacjach da się pracować na sucho lub z minimalnym smarowaniem, ale tylko wtedy, gdy geometria naprawdę łamie wiór i nic nie zalega w strefie skrawania. Gdy detal jest głębszy, węższy albo bardziej podatny na nagrzewanie, lepiej sprawdza się chłodziwo podane konsekwentnie, najlepiej możliwie blisko krawędzi skrawającej.
W praktyce szukam trzech rzeczy: wióra, który nie wraca do powierzchni, stabilnej temperatury i braku „przyklejania” materiału do płytki. Jeśli któryś z tych elementów się sypie, zwykle nie pomaga kosmetyczna zmiana posuwu o kilka setek, tylko powrót do geometrii, chłodzenia albo sposobu mocowania. Właśnie wtedy zaczynają wychodzić najczęstsze błędy.
Najczęstsze błędy, które psują powierzchnię i narzędzie
Widziałem wiele razy ten sam schemat: detal ma być prosty, więc na maszynie ląduje „jakaś” płytka, posuw jest zbyt mały, chłodziwo raz jest, raz go nie ma, a potem ktoś szuka winy w materiale. Aluminium jest w tym bezlitosne, bo od razu pokazuje wszystkie skróty.
- Zbyt niska prędkość skrawania - sprzyja narostowi na ostrzu i pogarsza połysk powierzchni.
- Za mały posuw - zamiast cięcia pojawia się tarcie, a krawędź szybciej się zużywa.
- Zbyt „mocna” geometria do miękkiego stopu - narzędzie nie odcina wióra czysto, tylko go rozmazuje.
- Słabe mocowanie detalu - przy cienkich ściankach prowadzi do drgań i błędów wymiarowych.
- Nieregularne chłodzenie - zmienia warunki pracy płytki i utrudnia powtarzalność.
- Ignorowanie zużycia krawędzi - aluminium długo „wybacza”, ale gdy krawędź już siądzie, jakość spada gwałtownie.
Kiedy stawiam na CNC, a kiedy prostsza tokarka wystarcza
Przy pojedynczym detalu manualna tokarka nadal ma sens, zwłaszcza gdy chodzi o prostą średnicę, fazę albo krótką serię prototypową. Ale im większa powtarzalność, tym szybciej CNC zaczyna wygrywać. Największa różnica nie polega na samym tempie ruchu, tylko na tym, że w CNC mogę utrzymać stałą strategię skrawania, stałe przejścia i stałą kontrolę jakości między sztukami.
W produkcji seryjnej patrzę przede wszystkim na trzy rzeczy: czas cyklu, liczbę poprawek i stabilność pierwszej sztuki do setnej. Jeśli detal wymaga wielu ręcznych korekt, proces jest jeszcze niedojrzały. Dobrze ustawiona tokarka CNC daje tu przewagę szczególnie przy wałkach, tulejach, pierścieniach i elementach z kilku stron obrabianych w jednym zamocowaniu. W takich przypadkach mniej liczy się heroiczne „urwanie materiału”, a bardziej przewidywalność i niski koszt jednej sztuki.
Ja zwracam uwagę także na organizację procesu: odpowiednie przyrządy, szybkie bazowanie, kontrolę wióra i sensowny plan kontroli wymiarowej. To właśnie one decydują, czy aluminium będzie materiałem wdzięcznym, czy tylko pozornie łatwym. Gdy te elementy są poukładane, z procesu można wycisnąć naprawdę dużo.
Co daje dobrze ustawiony proces w praktyce
Najlepiej ustawione toczenie aluminium nie wyróżnia się spektakularnym efektem na ekranie maszyny. Wyróżnia się tym, że po prostu działa: detal wychodzi w tolerancji, powierzchnia jest czysta, wiór nie robi kłopotu, a płytka nie kończy życia po kilku sztukach. W produkcji to jest ważniejsze niż efektowne, ale niestabilne ustawienie, które wygląda dobrze tylko na pierwszym przejściu.
Jeśli miałbym zostawić jedną praktyczną myśl, to byłaby taka: w aluminium opłaca się myśleć o procesie od narzędzia, nie od samego materiału. Stop, geometria, posuw, prędkość i chłodzenie muszą ze sobą współpracować. Gdy to się spina, obróbka jest szybka, czysta i powtarzalna. Gdy nie, nawet miękki materiał potrafi zaskakująco skutecznie ujawnić wszystkie słabe miejsca procesu.
Właśnie dlatego ten temat jest tak istotny w praktyce produkcyjnej: dobrze ustawiony detal aluminiowy nie tylko skraca czas obróbki, ale też ogranicza ręczne poprawki, odpady i niepotrzebne przestoje. I to najczęściej jest różnica między pracą „na wyczucie” a procesem, który naprawdę da się utrzymać na hali.