
Wiertła HSS nadal są jednym z najpraktyczniejszych narzędzi w obróbce metalu, ale ich realna przydatność zależy od materiału, sztywności maszyny i oczekiwanego efektu. Ja patrzę na nie przede wszystkim przez pryzmat kosztu jednego otworu, powtarzalności i tego, czy narzędzie ma pracować na warsztacie, czy już w środowisku CNC. W tym tekście pokazuję, do jakich zadań HSS ma największy sens, kiedy lepiej wybrać wersję z kobaltem i jak dobrać parametry, żeby nie niszczyć wiertła po kilku otworach.
Najważniejsze fakty o wiertłach HSS w obróbce metalu i CNC
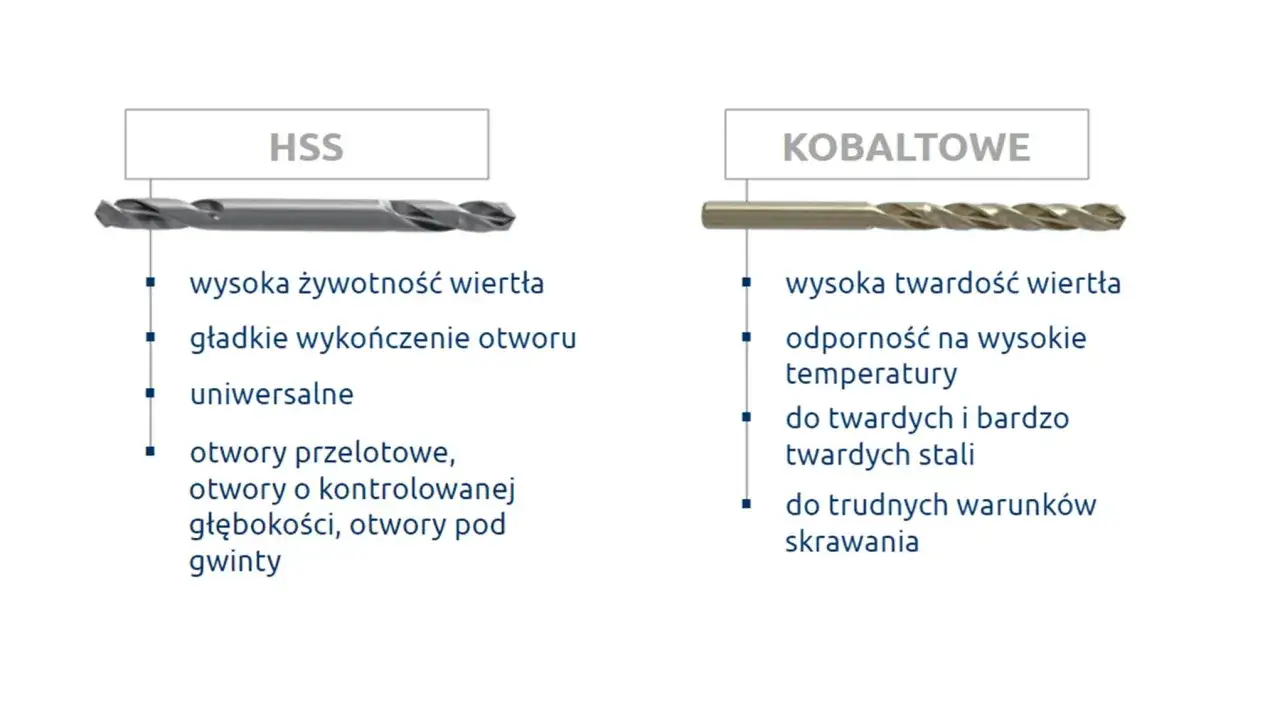
- Standardowe HSS dobrze sprawdza się w stali konstrukcyjnej, żeliwie, aluminium i wielu tworzywach technicznych.
- Do nierdzewki, stali trudniejszych w skrawaniu i materiałów mocno grzejących się lepszy jest HSS-Co.
- W CNC HSS ma sens przy krótkich i średnich seriach, prototypach oraz tam, gdzie liczy się elastyczność i niższy koszt narzędzia.
- HSS-G daje zwykle lepszą dokładność i czystsze wejście niż tańsze, walcowane HSS-R.
- Najczęstszy błąd to za wysokie obroty i zbyt mały posuw, a nie sama „zła jakość” wiertła.
- Powłoka pomaga, ale nie zastąpi właściwej geometrii, chłodzenia i stabilnego mocowania detalu.
Dlaczego wiertła HSS wciąż są pierwszym wyborem w metalu
HSS, czyli high-speed steel, to stal narzędziowa zaprojektowana tak, by lepiej znosić temperaturę i tarcie niż zwykła stal węglowa. W praktyce oznacza to, że wiertło nie mięknie tak szybko przy pracy w metalu, a to przekłada się na wyższe obroty, dłuższą żywotność i bardziej przewidywalne wiercenie.
Ja traktuję HSS jako rozsądny punkt wyjścia tam, gdzie nie potrzebuję jeszcze maksymalnej wydajności węglika spiekanego, ale chcę pewnego narzędzia do stali i materiałów pokrewnych. To dobry wybór dla utrzymania ruchu, małych serii, prac montażowych i wielu operacji pomocniczych w CNC, zwłaszcza gdy maszyna nie jest idealnie sztywna. HSS wybacza więcej niż węglik, a przy dobrze dobranych parametrach daje bardzo przyzwoity rezultat. Skoro wiadomo już, czym HSS różni się od zwykłej stali narzędziowej, warto zejść poziom niżej i zobaczyć, w jakich materiałach naprawdę pracuje najlepiej.
W jakich materiałach i zadaniach sprawdzają się najlepiej
Najkrótsza odpowiedź brzmi: wiertła HSS są najbardziej sensowne tam, gdzie wiercisz metale konstrukcyjne, materiały nieprzesadnie twarde i zadania, w których ważniejsza jest uniwersalność niż rekordowa wydajność. W warsztacie spotykam je najczęściej przy stalach niskowęglowych, profilach, elementach spawanych, żeliwie i aluminium. W tych materiałach HSS potrafi pracować długo, jeśli tylko nie katuje się go złymi parametrami.
| Materiał | Ocena dla HSS | Praktyczny komentarz |
|---|---|---|
| Stal konstrukcyjna niskowęglowa | Bardzo dobra | To najbezpieczniejszy i najczęstszy obszar pracy standardowego HSS. |
| Stal stopowa | Dobra, ale wymaga dyscypliny | Im wyższa wytrzymałość materiału, tym większe znaczenie ma chłodzenie i sztywność układu. |
| Żeliwo | Dobra | Materiał jest przewidywalny, choć pylisty i ścierny. |
| Aluminium | Bardzo dobra | Trzeba pilnować ewakuacji wióra, bo aluminium lubi się kleić. |
| Nierdzewka | Ograniczona | Tu zwykłe HSS bywa za słabe cieplnie, a lepszym wyborem często jest HSS-Co. |
| Tworzywa techniczne | Dobra | Sprawdza się, ale trzeba uważać na topienie i zadzior przy krawędzi otworu. |
Warto pamiętać, że HSS najlepiej czuje się w pracy powtarzalnej, ale nie ekstremalnie agresywnej. To znaczy: tak dla seryjnego wiercenia blach, płaskowników i profili, tak dla przygotowania otworów pod gwint, tak dla prac serwisowych w terenie, ale już niekoniecznie dla bardzo twardych stali po obróbce cieplnej. Jeśli materiał zaczyna mocno umacniać się podczas skrawania, HSS traci przewagę. I właśnie wtedy trzeba przejść do rozróżnienia, które z zewnątrz wygląda podobnie, ale w praktyce robi dużą różnicę.
Jak odczytywać oznaczenia HSS-R, HSS-G i HSS-Co
Same litery HSS niewiele mówią. O jakości i zastosowaniu decyduje też sposób wykonania oraz dodatki stopowe. W praktyce najczęściej spotkasz trzy warianty: HSS-R, HSS-G i HSS-Co. To nie są kosmetyczne różnice. One wpływają na precyzję, odporność cieplną i to, jak narzędzie zachowuje się przy długim wierceniu.
| Oznaczenie | Co oznacza | Kiedy ma sens |
|---|---|---|
| HSS-R | Wiertło walcowane, zwykle tańsze i mniej precyzyjne | Prostsze prace, mniejsze wymagania co do dokładności, zakup budżetowy |
| HSS-G | Wiertło szlifowane, z lepszą geometrią i mniejszym tarciem | Regularna praca w metalu, lepszy start otworu, większa powtarzalność |
| HSS-Co | Wiertło z dodatkiem kobaltu, zwykle M35 lub M42 | Nierdzewka, stale trudniejsze w obróbce, wyższa temperatura skrawania |
| Powłoka TiN / TiAlN | Warstwa poprawiająca odporność na zużycie i tarcie | Gdy masz stabilne warunki i chcesz wydłużyć życie narzędzia |
Najbardziej praktyczne rozróżnienie jest takie: HSS-R kupuję wtedy, gdy liczy się koszt, HSS-G wtedy, gdy liczy się jakość otworu, a HSS-Co wtedy, gdy rośnie temperatura i trudność materiału. W katalożach HSS-Co często występuje jako M35, czyli około 5% kobaltu, albo M42, czyli około 8% kobaltu. Z punktu widzenia operatora to oznacza większą odporność cieplną i lepsze zachowanie w nierdzewce, ale też wyższą cenę. Powłoka natomiast pomaga głównie wtedy, gdy reszta jest już dobrana sensownie. Sama nie naprawi złego posuwu ani zbyt słabego mocowania detalu. A to prowadzi wprost do pytania, kiedy standardowe HSS przestaje być wystarczające.
Kiedy standardowy HSS już nie wystarcza
Granica zwykle nie przebiega po samej nazwie materiału, tylko po warunkach pracy. Jeśli wiercisz w twardej, umacniającej się nierdzewce, w stali po hartowaniu, w stopach wysokotemperaturowych albo w bardzo głębokich otworach, zwykłe HSS zaczyna tracić sens. Narzędzie szybciej się nagrzewa, krawędź tnąca tępi się w tempie, które w produkcji staje się po prostu nieopłacalne, a otwór zaczyna wychodzić gorzej niż na początku serii.
W CNC najczęściej widzę dwa kierunki ucieczki od klasycznego HSS. Pierwszy to HSS-Co, gdy masz nadal umiarkowanie wymagającą maszynę, ale materiał robi się trudniejszy. Drugi to węglik spiekany, zwłaszcza gdy układ jest sztywny, chłodzenie działa poprawnie i chcesz zwiększyć wydajność. Przy solidnej maszynie i chłodzeniu wewnętrznym węglik zwykle wygrywa szybkością oraz trwałością. Z kolei w warunkach mniej komfortowych HSS-Co bywa bezpieczniejszy i bardziej przewidywalny. To już nie jest kwestia „lepsze czy gorsze”, tylko dopasowania narzędzia do realnego procesu. Skoro to ustalone, trzeba jeszcze dobrać parametry, bo nawet bardzo dobre wiertło można zniszczyć w kilka minut.
Jak dobrać obroty, posuw i chłodzenie
Wiercenie metalu nie wybacza zgadywania. Jeśli mam podać jedną regułę, to jest nią: obroty dobieram do materiału i średnicy, a posuw tak, żeby wiór powstawał, zamiast tylko się grzać. Dla HSS liczy się rozsądny start, a nie od razu maksymalna agresja.
Orientacyjnie przy standardowym HSS przyjmuję takie punkty startowe prędkości skrawania:
| Materiał | Punkt startowy Vc | Co to oznacza w praktyce |
|---|---|---|
| Stal konstrukcyjna | 20-30 m/min | Bezpieczny zakres dla większości typowych prac warsztatowych. |
| Nierdzewka | 8-15 m/min | Tu trzeba pracować ostrożniej i najlepiej przejść na HSS-Co. |
| Żeliwo | 15-25 m/min | Zwykle stabilne wiercenie, ale materiał jest ścierny. |
| Aluminium | 60-90 m/min | Można pracować szybciej, jeśli wiór jest dobrze odprowadzany. |
Obroty łatwo policzyć ze wzoru: n = 1000 × Vc / (π × D), gdzie Vc to prędkość skrawania w m/min, a D średnica wiertła w mm. Dla wiertła 8 mm i Vc 24 m/min wychodzi około 955 obr./min. To prosty rachunek, ale w praktyce bardzo pomaga, bo od razu widać, że mała średnica wymaga wysokich obrotów, a duża średnica odwrotnie.
Posuw też ma znaczenie. Dla małych średnic zwykle pracuję w okolicach 0,04-0,08 mm/obr., dla średnich około 0,08-0,16 mm/obr., a dla większych 0,15-0,25 mm/obr. To są wartości startowe, nie dogmat. Przy stali nierdzewnej i głębszych otworach trzeba częściej schodzić ostrożniej, ale nie wolniej za wszelką cenę. Zbyt mały posuw potrafi zrobić większą szkodę niż rozsądnie mocniejsze cięcie, bo wiertło zaczyna trzeć i grzać materiał zamiast go skrawać.
Chłodzenie traktuję jako obowiązek przy stali i nierdzewce. Emulsja albo olej do wiercenia zmniejsza temperaturę, poprawia odprowadzanie wióra i wydłuża życie krawędzi. Przy otworach głębszych niż około 4 średnice warto też ograniczyć posuw i zadbać o ewakuację wióra, bo zapchany rowek wiertła bardzo szybko psuje cały proces. W aluminium liczy się zwłaszcza to, żeby wiór nie zalegał w rowkach. Przy żeliwie częściej pracuję sucho lub z minimalnym chłodzeniem, bo nadmiar cieczy potrafi zamienić pył w nieprzyjemną maź. Gdy parametry są już ustawione, największe straty zaczynają robić błędy operatora.
Najczęstsze błędy, które skracają życie wiertła
W praktyce najwięcej problemów nie wynika z „byle jakiego HSS”, tylko z kilku powtarzalnych błędów. Pierwszy to zbyt wysokie obroty. Drugi to zbyt mały posuw, przez co ostrze tylko się poleruje i grzeje. Trzeci to brak stabilnego mocowania detalu. Czwarty to zbyt duży wysięg wiertła z uchwytu. Piąty to ignorowanie oporu materiału, zwłaszcza w nierdzewce i stali umacniającej się podczas skrawania.
- Za wysokie obroty - krawędź przegrzewa się szybciej, niż wiór zdąży się odrywać.
- Za mały posuw - wiertło zamiast ciąć zaczyna trzeć, a materiał się umacnia.
- Złe mocowanie - drgania psują geometrię otworu i ścinają trwałość narzędzia.
- Zbyt głęboki otwór bez kontroli wióra - przy większej głębokości trzeba pilnować odprowadzenia wióra i czasem ograniczyć parametry nawet o kilkadziesiąt procent.
- Użycie złego typu HSS - standardowe HSS w nierdzewce często jest po prostu za słabe cieplnie.
Najbardziej zdradliwy jest jednak efekt „wydaje się, że idzie”. Wiertło jeszcze wierci, ale temperatura już rośnie, wiór robi się niebieskawy, a otwór traci jakość. Ja zawsze patrzę na kolor wióra, dźwięk skrawania i to, czy materiał nie zaczyna pachnieć przegrzaniem. To proste sygnały, które wcześniej niż pomiar pokażą, że proces jest poza zakresem. Jeśli chcesz kupić narzędzia rozsądnie, a nie tylko „na zapas”, warto zejść jeszcze krok niżej i ustalić, co naprawdę brałbym do warsztatu albo do produkcji CNC.
Jaki zestaw wybrałbym do warsztatu i CNC
Gdybym miał ograniczony budżet i chciał kupić coś, co realnie pracuje, zacząłbym od dobrych HSS-G w najczęściej używanych średnicach. To daje najlepszy stosunek ceny do efektu w typowej obróbce metalu. W warsztacie serwisowym, gdzie materiał bywa różny, taki zestaw jest po prostu praktyczny. W produkcji bardziej opłaca się zawęzić wybór do konkretnych materiałów i lepiej dobrać geometrię niż kupować przypadkowo „wszystko po trochu”.
| Sytuacja | Co bym wybrał | Dlaczego |
|---|---|---|
| Warsztat utrzymania ruchu | HSS-G | Uniwersalność, sensowna dokładność i dobra dostępność średnic. |
| Nierdzewka i stale trudniejsze | HSS-Co | Większa odporność cieplna i mniejsze ryzyko szybkiego zużycia. |
| CNC seryjne z dobrą sztywnością i chłodzeniem wewnętrznym | Węglik spiekany | Wyższa wydajność i lepsza trwałość przy stabilnym procesie. |
| Prace montażowe i naprawcze | HSS-R lub HSS-G | Niższy koszt, wystarczająca skuteczność i szybka wymiana narzędzia. |
Jeśli miałbym zostawić jedną praktyczną regułę, brzmiałaby tak: kupuj wiertło nie po nazwie, tylko po materiale, geometrii i warunkach pracy. Do zwykłej stali wystarczy dobre HSS-G, do nierdzewki lepiej wejść w HSS-Co, a przy stabilnym CNC i większej serii warto rozważyć węglik. To właśnie dlatego odpowiedź na pytanie o zastosowanie HSS nie sprowadza się do jednego „do metalu”. Właściwy wybór zależy od tego, czy chcesz wiercić szybko, tanio, precyzyjnie czy po prostu bezpiecznie dla narzędzia. Ja w praktyce zaczynam od materiału i maszyny, dopiero potem patrzę na cenę wiertła, bo to najczęściej daje najlepszy wynik w całym procesie.