W maszynach produkcyjnych liczy się nie tylko ruch prosty, ale przede wszystkim to, czy jest on powtarzalny, sztywny i łatwy w serwisie. Dlatego moduł liniowy tak często trafia do automatyki pakowania, stanowisk montażowych, pick-and-place i prostych układów transportowych. W tym tekście wyjaśniam, jak działa taka oś, czym różni się napęd śrubowy od pasowego, jak dobrać parametry do aplikacji i co zrobić, żeby utrzymanie ruchu nie zamieniło się w gaszenie awarii.
Najważniejsze rzeczy, które trzeba ustalić przed wyborem osi liniowej
- To gotowy układ do ruchu prostoliniowego, łączący prowadzenie, napęd i wózek w jedną całość.
- Napęd śrubowy daje zwykle lepszą precyzję, a pasowy wyższą dynamikę i dłuższe skoki.
- Najpierw trzeba policzyć skok, masę, prędkość, przyspieszenie, dokładność i warunki pracy.
- W utrzymaniu ruchu najczęściej zawodzą zabrudzenie, brak smarowania, zły naciąg paska i niewspółosiowość montażu.
- Przy normalnej eksploatacji punkt odniesienia dla smarowania to około 100 km ruchu albo 3-6 miesięcy.
Czym jest oś liniowa i gdzie się ją stosuje
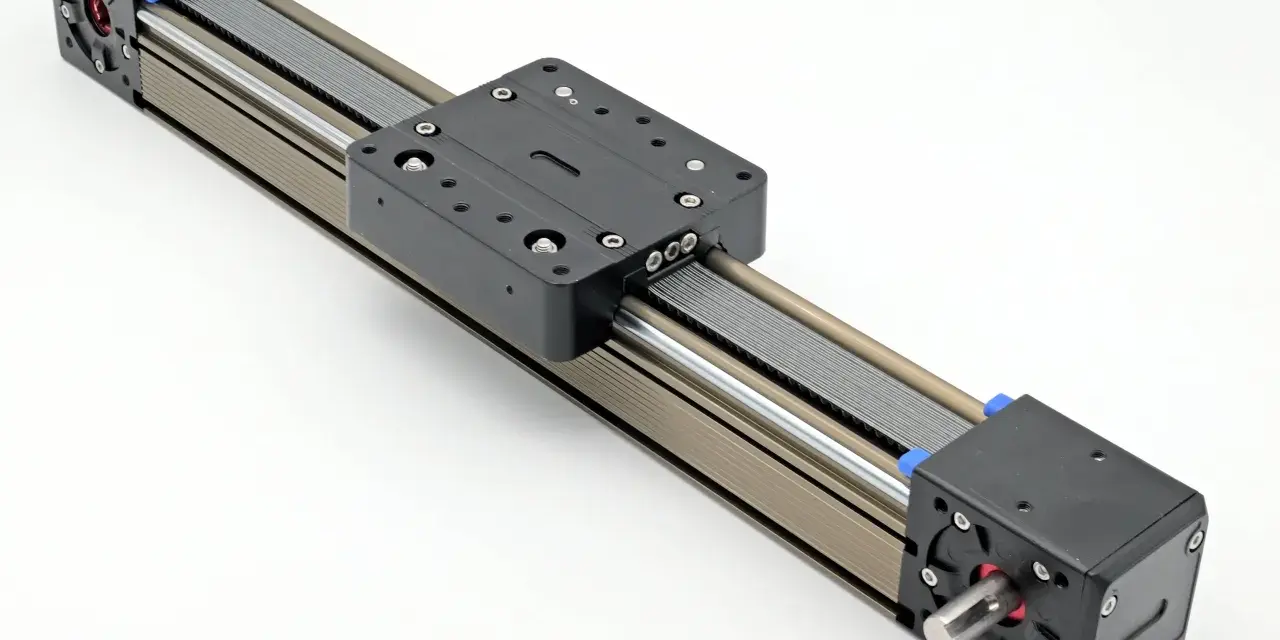
Najprościej mówiąc, to zintegrowany układ, który zamienia ruch obrotowy silnika na precyzyjny przesuw w jednej osi. W praktyce dostajemy gotowy odcinek ruchu prostoliniowego z własnym prowadzeniem, napędem i elementem roboczym, dzięki czemu nie trzeba budować wszystkiego od zera. Dla mnie to ważne zwłaszcza wtedy, gdy maszyna ma pracować powtarzalnie, a każda poprawka konstrukcyjna po uruchomieniu kosztuje więcej niż sam komponent.
Taki układ spotyka się w pakowaniu, podawaniu detali, gniazdach montażowych, kontrolach jakości, systemach pick-and-place, prostych portalach kartezjańskich oraz w osiach pomocniczych maszyn CNC. W utrzymaniu ruchu ceniona jest jego modularność: łatwiej wymienić gotową oś niż rekonstruować cały tor przesuwu. Gdy rozumiesz już rolę tego elementu, łatwiej ocenić, z czego bierze się jego dokładność i gdzie zwykle pojawiają się ograniczenia.
Jak jest zbudowana i co decyduje o precyzji
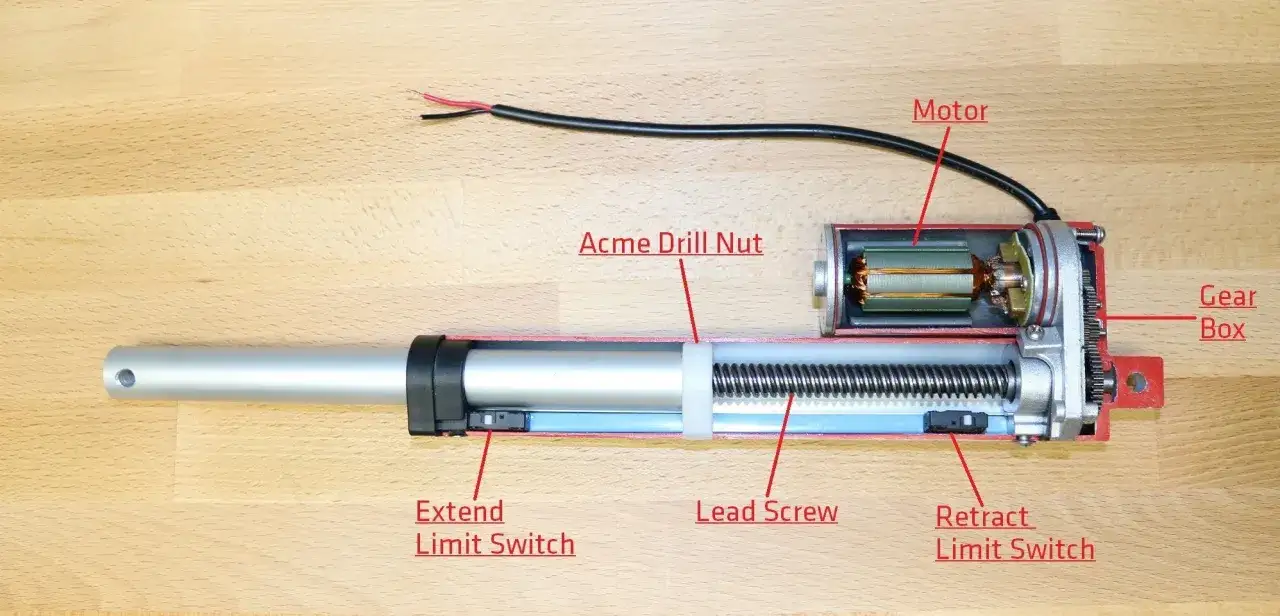
W typowym układzie znajdziesz profil nośny, prowadnice liniowe, wózek lub karetę, napęd, silnik, sprzęgło, czujniki krańcowe i osłony chroniące przed brudem. W wersji śrubowej dochodzi nakrętka, w pasowej pasek zębaty i koła pasowe, a w zębatkowej listwa oraz koło zębate. W praktyce nie chodzi jednak tylko o samą listę części, lecz o to, jak całość została złożona i obciążona.
- Sztywność konstrukcji decyduje o tym, czy oś nie „pracuje” pod obciążeniem i nie traci dokładności na końcu skoku.
- Współosiowość montażu ma znaczenie większe, niż wielu projektantów zakłada na etapie koncepcji.
- Luz zwrotny, czyli martwy zakres ruchu przy zmianie kierunku, potrafi zepsuć pozycjonowanie nawet przy dobrym silniku.
- Zanieczyszczenie skraca życie łożysk, prowadnic i uszczelnień szybciej niż sama intensywność cyklu.
- Orientacja osi zmienia wymagania wobec napędu, bo ruch pionowy wymaga kontroli opadania przy zaniku zasilania.
Ja zawsze zaczynam od pytania, czy element ma przenosić lekką głowicę, czy ciężki zespół roboczy z kablami, chwytakiem i osprzętem. To właśnie masa ruchoma, a nie sam nominalny skok, najczęściej rozstrzyga o tym, czy układ będzie stabilny, czy zacznie szarpać i generować błędy pozycjonowania. Z tego miejsca naturalnie przechodzi się do najważniejszego wyboru, czyli rodzaju napędu.
Który napęd sprawdzi się w twojej aplikacji
Tu nie ma jednego zwycięzcy. Ja zwykle patrzę na trzy rzeczy: wymaganą precyzję, dynamikę i koszt utrzymania. Dopiero potem porównuję katalogi, bo sam opis produktu bez kontekstu procesu prowadzi do przewymiarowania albo do zbyt słabego układu.
| Rodzaj napędu | Mocne strony | Ograniczenia | Najlepsze zastosowanie |
|---|---|---|---|
| Śrubowy | Wysoka precyzja, duża siła, dobre pozycjonowanie | Niższa dynamika, wrażliwość na zabrudzenie, potrzeba regularnego smarowania | Osie Z, precyzyjne podawanie, stanowiska kontrolne, małe i średnie skoki |
| Pasowy | Wysoka prędkość, długi skok, dobra relacja ceny do zasięgu ruchu | Mniejsza dokładność, konieczność kontroli naciągu, wrażliwość na warunki otoczenia | Pakowanie, paletyzacja, manipulatory, długie osie poziome |
| Zębatkowy | Duże długości, solidność, dobra dynamika przy długim torze | Wyższy poziom złożoności i zwykle większe wymagania wobec montażu | Portale, linie transportowe, większe bramy i długie odcinki ruchu |
| Bezpośredni | Bardzo wysoka dynamika, mało elementów zużywalnych | Wyższy koszt, bardziej wymagające sterowanie i środowisko pracy | Zaawansowana automatyka, szybkie pozycjonowanie, aplikacje premium |
W rozwiązaniach pasowych spotyka się prędkości rzędu 5 m/s i bardzo wysoką dynamikę, a w śrubowych dokładność pozycjonowania potrafi schodzić do setnych części milimetra. To dobry skrót myślowy: pas wygrywa tam, gdzie liczy się szybkość i zasięg, śruba tam, gdzie liczy się precyzja i siła. Jeśli pomylisz te dwa światy, później będziesz próbować ratować proces samą regulacją, a to zwykle droższa droga niż właściwy dobór na początku.
Na tle tych wariantów najważniejsze staje się pytanie, jakie dane trzeba zebrać przed zamówieniem, żeby nie kupić układu „na wyrost” albo „na styk”.
Jak dobrać parametry bez przepłacania
W doborze nigdy nie zaczynam od katalogu. Najpierw spisuję parametry procesu, bo to one decydują o tym, czy napęd będzie pracował stabilnie przez lata, czy będzie wymagał ciągłych korekt. Najlepiej potraktować to jak krótką kartę techniczną stanowiska, a nie opis „na oko”.
| Parametr | Dlaczego jest ważny | Co grozi, gdy go zaniżysz lub pominiesz |
|---|---|---|
| Skok roboczy | Określa realny zakres ruchu, ale też długość osłon i prowadzenia kabli | Zbyt krótki tor ograniczy proces, zbyt długi podniesie koszt i bezwładność |
| Masa całkowita | To nie tylko detal, ale też chwytak, przewody i osprzęt | Przewymiarowanie silnika albo spadek dynamiki i większe zużycie |
| Środek ciężkości | Decyduje o obciążeniu prowadnic i sztywności całego układu | Wzrost ugięcia, hałasu i ryzyka nierównego zużycia |
| Prędkość i przyspieszenie | Wpływają na dobór napędu, sterownika i sposobu hamowania | Szarpanie, przegrzewanie lub gubienie pozycji |
| Dokładność i powtarzalność | To różne rzeczy: jedna mówi o trafieniu w punkt, druga o powrocie do niego | Możesz kupić zbyt dokładne rozwiązanie do prostego procesu albo odwrotnie |
| Orientacja osi | Poziom, pion albo skos zmieniają wymagania wobec hamulca i napędu | Ryzyko opadania, cofania się ładunku lub błędów bezpieczeństwa |
| Środowisko pracy | Pył, chłodziwo, wilgoć i wióry skracają żywotność elementów tocznych | Szybsze zużycie, częstszy serwis i wyższy koszt przestojów |
Jeżeli masz wątpliwości, ja proszę zwykle o trzy rzeczy: rysunek detalu, profil cyklu i docelową tolerancję. Na tej podstawie dużo łatwiej ocenić, czy wystarczy układ ekonomiczny, czy trzeba od razu iść w sztywniejszy, droższy wariant z lepszym prowadzeniem. To z kolei prowadzi wprost do utrzymania ruchu, bo nawet dobrze dobrana oś zaczyna sprawiać kłopoty, jeśli traktuje się ją jak element bezobsługowy.
Jak utrzymać sprawność w utrzymaniu ruchu
Najwięcej awarii widzę nie w samym projekcie, ale w codziennym obchodzeniu się z układem. Zabrudzenie, brak smaru, źle ustawiony naciąg paska i ignorowanie pierwszych objawów zużycia potrafią skrócić żywotność całej osi bardziej niż intensywna praca. W praktyce utrzymanie ruchu wygrywa wtedy, gdy ma prosty plan przeglądów i nie czeka na moment, w którym maszyna już wyraźnie „mówi”, że coś jest nie tak.
| Objaw | Najczęstsza przyczyna | Co robić |
|---|---|---|
| Rośnie hałas podczas ruchu | Niedostateczne smarowanie, brud na prowadnicy, zużycie łożysk | Sprawdzić czystość, dosmarować, skontrolować luz i stan wózka |
| Spada powtarzalność pozycjonowania | Luz zwrotny, rozciągnięty pasek, zużyta nakrętka, problemy z enkoderem | Zweryfikować elementy robocze i kalibrację napędu |
| Ruch staje się nierówny | Niewspółosiowość montażu, zabrudzenie, uszkodzone rolki lub prowadnice | Skontrolować osiowanie i stan elementów tocznych |
| Układ się grzeje | Przeciążenie, zbyt duże tarcie, zły dobór cyklu pracy | Porównać rzeczywiste obciążenie z projektem i zmniejszyć opory |
| Maszyna gubi pozycję przy zatrzymaniu | Źle dobrany napęd, brak hamulca, zbyt mały moment trzymający | Sprawdzić sterowanie, zabezpieczenie pionu i parametry silnika |
THK podaje jako punkt odniesienia smarowanie mniej więcej co 100 km ruchu albo co 3-6 miesięcy przy normalnej pracy. Traktuję to jako bazę, nie jako uniwersalną normę, bo pył, chłodziwo, wysoka temperatura i duża częstotliwość cykli mogą ten interwał skrócić. W układach pasowych pilnuję też naciągu: zbyt luźny pasek psuje powtarzalność, a zbyt napięty podnosi opory i przyspiesza zużycie.
Na tle tych czynności wyraźnie widać, kiedy mechaniczny przesuw zaczyna wygrywać z prostszą pneumatyka i z czego wynika ten zwrot jakościowy.
Kiedy lepiej wybrać taki układ niż pneumatyczny przesuw
Pneumatyka nadal ma sens, ale tylko tam, gdzie ruch jest prosty: dwa położenia, krótki skok, małe wymagania wobec diagnostyki i brak potrzeby dokładnego sterowania profilem ruchu. Jeśli jednak proces wymaga wielu pozycji pośrednich, różnych receptur, kontroli przyspieszenia albo śledzenia pozycji w sterowniku, mechaniczna oś daje wyraźnie więcej. Z mojego punktu widzenia to właśnie tutaj najczęściej wychodzi różnica między „działa” a „działa przewidywalnie”.
- Wybierz mechaniczny przesuw, gdy liczy się powtarzalność i możliwość zapisu pozycji.
- Wybierz go także wtedy, gdy chcesz ograniczyć zużycie sprężonego powietrza i łatwiej diagnozować proces.
- Postaw na niego, jeśli ładunek jest prowadzony pionowo albo z większą bezwładnością.
- Zostań przy pneumatyce, gdy potrzebujesz bardzo prostego, taniego i szybkiego ruchu typu „start-stop”.
W praktyce zwrot z inwestycji nie wynika wyłącznie z ceny zakupu. Często ważniejsze są mniejsze odrzuty, krótsze przezbrojenia, łatwiejsza integracja z automatyką i większa stabilność pracy na przestrzeni miesięcy. Gdy te argumenty są policzone, decyzja przestaje być „mechanicznym gustem”, a staje się normalnym wyborem inżynierskim. Zostaje jeszcze ostatni przegląd, który warto zrobić przed złożeniem zamówienia i przed pierwszym ruchem maszyny.
Co sprawdzić przed zamówieniem i pierwszym uruchomieniem
Zanim zamówię oś do projektu, sprawdzam pięć rzeczy: czy skok jest rzeczywiście potrzebny, czy masa ruchoma została policzona z osprzętem, czy środowisko pracy nie wymaga osłon, czy dostęp do smarowania jest możliwy bez demontażu oraz czy przewidziano sposób zabezpieczenia w osi pionowej. To brzmi prosto, ale właśnie na tym etapie najczęściej popełnia się kosztowne błędy, które później rozlewają się na konstrukcję, okablowanie i program sterowania.- Zweryfikuj realną masę ruchomą, a nie tylko sam detal.
- Ustal, czy potrzebujesz hamulca, przeciwwagi lub dodatkowego zabezpieczenia przed opadaniem.
- Przewidź osłony przeciwpyłowe i dostęp serwisowy do punktów smarowania.
- Sprawdź, czy sterowanie, krańcówki i enkoder pasują do reszty automatyki.
- Zapewnij miejsce na części eksploatacyjne: pasek, nakrętkę, uszczelnienia albo elementy prowadzenia.
Jeśli mam wskazać jedną rzecz, która najczęściej decyduje o bezproblemowej pracy, to jest nią połączenie trzech elementów: właściwego napędu, poprawnego osiowania i prostego planu serwisowego. Dopiero taki zestaw sprawia, że oś liniowa staje się stabilnym narzędziem procesu, a nie źródłem kolejnych poprawek i nieplanowanych przestojów.