
Przy otworze pod gwint 3/8 cala kluczowe jest rozróżnienie standardu, bo sama średnica nie daje jednej odpowiedzi. W praktyce chodzi najczęściej o gwint maszynowy UNC albo UNF, ale w hydraulice i pneumatyce równie często trafia się gwint rurowy BSP lub NPT. Poniżej pokazuję, jak dobrać średnicę otworu, czym różnią się najczęstsze warianty i jak uniknąć błędów, które kończą się zniszczonym gwintem.
Najpierw trzeba rozpoznać standard gwintu, bo od tego zależy średnica otworu
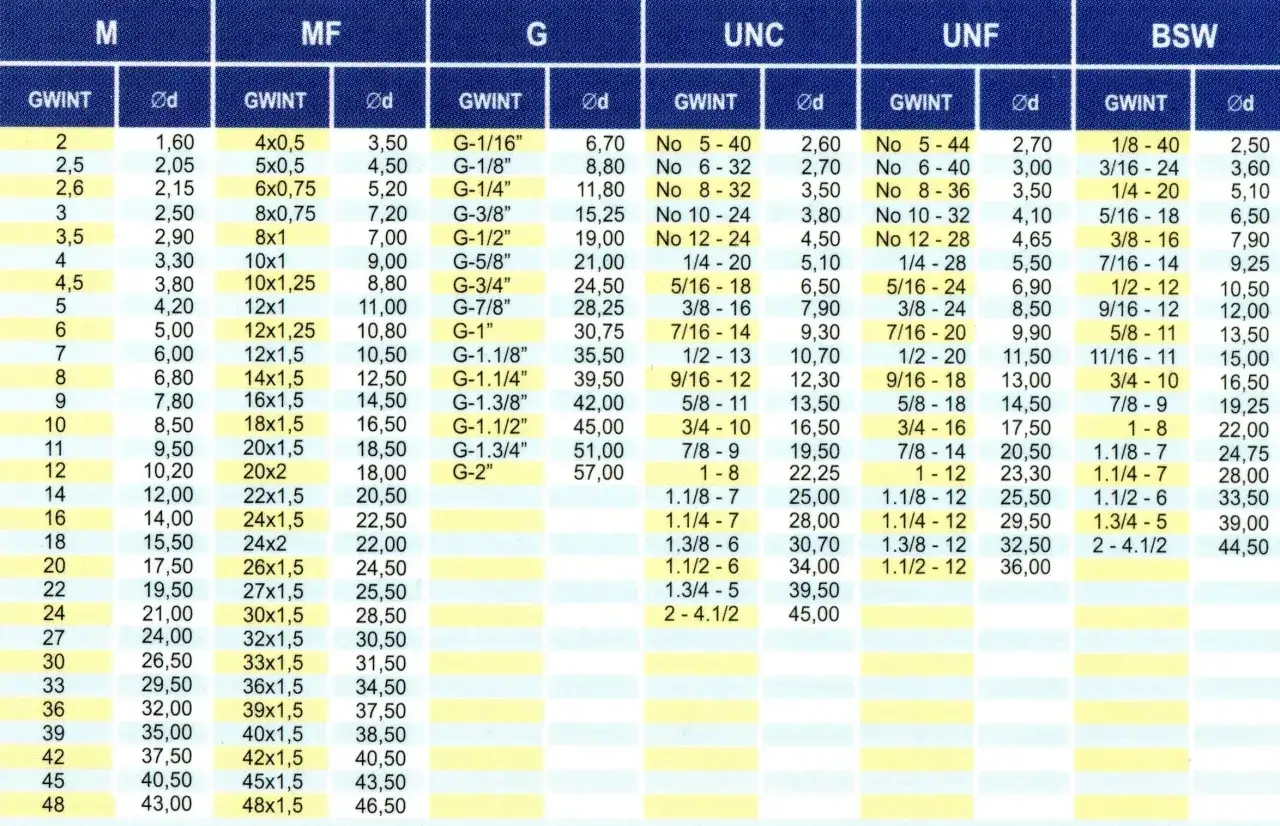
- Dla 3/8-16 UNC najczęściej stosuje się wiertło 5/16", czyli 7,94 mm.
- Dla 3/8-24 UNF typowa średnica to 21/64", czyli 8,33 mm.
- W gwintach rurowych 3/8" otwór jest dużo większy: BSPP ma 19/32", BSPT 37/64", a NPT 9/16".
- Jeśli masz tylko wiertła metryczne, dobiera się najbliższy odpowiednik, ale bez zgadywania i bez mieszania standardów.
- Warto od razu sprawdzić, czy chodzi o gwint skrawający, czy formujący, bo tabela nie zawsze jest ta sama.
Otwór pod gwint 3/8 cala nie ma jednej wartości
Największy błąd, jaki widzę w praktyce, to traktowanie oznaczenia 3/8" jak gotowej odpowiedzi na pytanie o wiercenie. 3/8 nie oznacza średnicy otworu, tylko wymiar nominalny gwintu, a dopiero dalsza część oznaczenia mówi, jaki to dokładnie standard. W 3/8-16 liczba 16 oznacza zwoje na cal, w 3/8-24 jest ich 24, a to już daje zupełnie inną średnicę pod gwintowanie.
Jeszcze bardziej mylące są gwinty rurowe. W BSP i NPT wymiar 3/8" jest nazwą nominalną, a nie rzeczywistą średnicą wiercenia. Dlatego ten sam zapis „3/8” może prowadzić do otworu rzędu 8 mm, ale też do otworu około 15 mm. To właśnie ten moment, w którym trzeba przestać zgadywać i przejść do tabeli lub oznaczenia na rysunku technicznym.
Ja w takich sytuacjach zaczynam od pytania: czy to gwint maszynowy, czy rurowy, i czy ma być zewnętrzny czy wewnętrzny. Od tej odpowiedzi zależy wszystko, również to, czy następny krok prowadzi do wiertła, czy do innego sposobu przygotowania detalu.
Najczęściej spotykane warianty i ich średnice
Jeżeli chcesz dostać konkretną liczbę, trzeba zejść z poziomu „3/8 cala” do poziomu oznaczenia gwintu. Poniżej zestawiam najpopularniejsze warianty, z jakimi faktycznie spotykam się w warsztacie i w produkcji.
| Oznaczenie gwintu | Zalecany otwór | Odpowiednik metryczny | Typowe zastosowanie | Praktyczna uwaga |
|---|---|---|---|---|
| 3/8-16 UNC | 5/16" | 7,94 mm | Połączenia maszynowe, elementy stalowe, aluminium | To najczęstszy wariant „3/8” w śrubach i tulejach. |
| 3/8-24 UNF | 21/64" | 8,33 mm | Połączenia wymagające drobniejszego skoku | Gwint drobniejszy, więc otwór jest minimalnie większy niż przy UNC. |
| 3/8 BSPP | 19/32" | 15,08 mm | Złączki rurowe, instalacje, armatura | Gwint równoległy, uszczelnienie zwykle robi osobny element. |
| 3/8 BSPT | 37/64" | 14,68 mm | Gwinty rurowe stożkowe | Uszczelnia się samym profilem gwintu, więc nie wolno go mylić z BSPP. |
| 3/8 NPT | 9/16" | 14,29 mm | Instalacje rurowe w standardzie amerykańskim | To gwint stożkowy, więc średnica otworu ma tu inne znaczenie niż przy UNC/UNF. |
Jeśli pracujesz na wiertłach metrycznych, najbliższe zamienniki to zwykle 8,0 mm dla 3/8-16, 8,3 mm dla 3/8-24, około 15,0 mm dla BSPP, 14,7 mm dla BSPT i 14,3 mm dla NPT. To już jednak jest zamiennik warsztatowy, a nie automatyczna reguła do każdego materiału i każdego gwintownika.
Właśnie dlatego kolejny krok nie polega na mechanicznym odczytaniu liczby, tylko na dobraniu otworu do materiału i sposobu obróbki.
Jak dobrać średnicę w praktyce bez zgadywania
W produkcji nie zaczynam od wiertła, tylko od identyfikacji gwintu. Najpierw sprawdzam oznaczenie na rysunku, na śrubie albo w dokumentacji złączki, bo dopiero wtedy wiem, czy chodzi o UNC, UNF, BSPP, BSPT czy NPT. Ten jeden krok oszczędza więcej czasu niż późniejsze poprawki, zwłaszcza gdy detal ma iść dalej do montażu lub seryjnego powielania.
- Ustal standard gwintu - samo 3/8" nie wystarcza, bo skok i geometria mogą się różnić.
- Sprawdź materiał - stal, stal nierdzewna, aluminium i tworzywo nie zachowują się tak samo przy gwintowaniu.
- Dobierz wiertło z tabeli - dla gwintów skrawających trzymaj się wartości bazowej, a nie „około podobnej” średnicy.
- Uwzględnij narzędzie - gwintownik formujący wymaga innego podejścia niż skrawający.
- Zadbaj o smarowanie i osiowość - przy stali i nierdzewce to nie detal, tylko warunek przetrwania narzędzia.
W materiałach miękkich, takich jak aluminium czy mosiądz, czasem da się pracować nieco bliżej wartości z tabeli, bo gwint tnie się łatwiej i ryzyko urwania narzędzia jest mniejsze. W stali i stali nierdzewnej wolę działać ostrożniej: lepiej mieć gwint odrobinę płytszy, ale równy i powtarzalny, niż walczyć z nadmiernym oporem na gwintowniku.
Jeżeli masz tylko wiertła metryczne, wybieram najbliższy odpowiednik, ale nie mieszam tego z innym standardem gwintu. To ważne szczególnie przy gwintach rurowych, gdzie błąd w oznaczeniu daje od razu zły otwór i zły docisk uszczelnienia. Następny problem pojawia się zwykle wtedy, gdy ktoś wierci poprawnie, ale myli standard albo technikę wykonania.
Najczęstsze błędy, które kończą się zerwanym gwintownikiem
W praktyce większość problemów nie wynika z „trudnego materiału”, tylko z prostego pomylenia standardu albo średnicy. Gwintownik rzadko psuje się sam z siebie. Zwykle to my przygotowujemy mu warunki, w których musi pracować na zbyt dużym oporze albo w złej geometrii.
| Błąd | Co się dzieje | Jak tego uniknąć |
|---|---|---|
| Mylenie 3/8-16 z 3/8-24 | Gwint ma zły skok, a śruba nie wchodzi albo łapie tylko częściowo | Sprawdzaj liczbę zwojów na cal, nie tylko sam wymiar 3/8 |
| Traktowanie BSP i NPT jak tego samego | Połączenie nie uszczelnia się poprawnie | Rozróżniaj gwint równoległy i stożkowy już na etapie projektu |
| Zbyt mały otwór | Gwintownik pracuje pod dużym obciążeniem i może pęknąć | Nie schodź poniżej średnicy z tabeli bez świadomej korekty procesu |
| Zbyt duży otwór | Gwint wychodzi płytki i słaby | Nie „poprawiaj” wiercenia na oko większym wiertłem |
| Brak smarowania | Większe tarcie, gorsze wyprowadzanie wióra, szybsze zużycie narzędzia | Stosuj chłodzenie lub olej do gwintowania odpowiedni do materiału |
| Zła osiowość | Gwint wchodzi krzywo i niszczy detal | Najpierw prowadzenie wiertła, potem spokojne wejście gwintownika |
Najbardziej kosztowny jest zwykle pierwszy błąd, bo wygląda niewinnie: ktoś widzi „3/8” i zakłada, że sprawa jest zamknięta. W praktyce właśnie na tym etapie rozstrzyga się, czy później mamy poprawny detal, czy tylko pozornie gotowy otwór, którego nie da się bezpiecznie wykorzystać.
To prowadzi do ostatniej rzeczy, którą warto mieć w głowie przed oddaniem elementu do montażu albo do seryjnej obróbki.
Co zapamiętać, zanim oddasz detal do montażu
Jeśli miałbym zostawić jedną zasadę, brzmiałaby ona tak: najpierw identyfikacja gwintu, potem wiercenie. W przypadku 3/8" różnica między UNC, UNF i gwintem rurowym jest na tyle duża, że jedna pomyłka potrafi zepsuć cały element, mimo że samo wiercenie wyglądało poprawnie.
- 3/8-16 UNC to najczęściej 5/16" i około 7,94 mm.
- 3/8-24 UNF to zwykle 21/64" i około 8,33 mm.
- 3/8 BSPP, BSPT i NPT to już zupełnie inna liga średnic, bo są to gwinty rurowe.
- W pracy warsztatowej nie mieszam tabel dla gwintów skrawających z rozwiązaniami do gwintowników formujących.
Przy powtarzalnej produkcji wolę poświęcić minutę na sprawdzenie oznaczenia niż potem poprawiać detal, który formalnie ma „prawie dobrą” średnicę, ale nie trzyma wymaganej geometrii. W gwintach to właśnie te pozornie małe różnice decydują o tym, czy połączenie będzie pewne, czy tylko będzie wyglądało na gotowe.