W zakładzie produkcyjnym najwięcej kosztują błędy widoczności: nieaktualny plan, ręczne przepisywanie danych, spóźniona reakcja na przestój i brak pewności, gdzie naprawdę utknęło zlecenie. Właśnie dlatego systemy zarządzania produkcją coraz częściej stają się nie dodatkiem, ale rdzeniem operacyjnej kontroli nad halą. Poniżej pokazuję, jak je rozumieć, czym różnią się od ERP i automatyki, co warto mierzyć oraz na co uważać przy wyborze i wdrożeniu.
Najkrócej o oprogramowaniu dla produkcji
- Najczęściej chodzi o MES, czyli warstwę między ERP a automatyką, która zbiera dane w czasie rzeczywistym i wspiera decyzje operacyjne.
- Największą wartość dają: śledzenie zleceń, identyfikowalność partii, kontrola jakości, rejestracja przestojów i lepsze planowanie zmian.
- MES nie zastępuje ERP ani SCADA, tylko porządkuje wymianę danych między biznesem a halą.
- Przy wyborze liczą się integracje, jakość danych podstawowych, łatwość pracy operatora i możliwość skalowania na kolejne linie.
- Wdrożenie zwykle wygrywa tam, gdzie najpierw opisano proces, a dopiero potem dobrano narzędzie.
Jak rozumiem takie oprogramowanie na tle ERP i automatyki
Najprościej: ERP planuje i rozlicza biznes, SCADA steruje i wizualizuje urządzenia, a MES spina to w jedną warstwę wykonawczą na hali. Ja patrzę na to tak: ERP odpowiada na pytanie, co mamy wyprodukować i z jakich zasobów, a MES na pytanie, co dzieje się z konkretnym zleceniem tu i teraz.
Ta granica ma znaczenie, bo wiele problemów zaczyna się wtedy, gdy firma próbuje wcisnąć logikę hali do systemu finansowo-logistycznego albo odwrotnie. W dobrze ułożonej architekturze dane przepływają z maszyn, terminali i czytników do warstwy operacyjnej, a stamtąd do ERP; to właśnie ogranicza ręczne poprawki i rozjazdy między planem a rzeczywistością. Gdy ta granica jest jasna, łatwiej ocenić, jakie funkcje naprawdę są potrzebne na co dzień.
Co naprawdę daje na hali, a co tylko brzmi dobrze w prezentacji
W praktyce liczą się funkcje, które skracają czas reakcji i zmniejszają liczbę ręcznych decyzji. Największą wartość widzę zwykle w pięciu obszarach:
- Rejestracja przebiegu zlecenia - wiadomo, na jakim etapie jest partia, kto ją obsługiwał i gdzie pojawiło się opóźnienie.
- Śledzenie materiałów i partii - od surowca po wyrób gotowy, co ma duże znaczenie w branżach z wymaganiami identyfikowalności.
- Kontrola jakości w czasie rzeczywistym - system może zatrzymać dalszy przepływ wadliwej partii albo wymusić dodatkowy zapis pomiaru.
- Rejestr przestojów i awarii - nie tylko czas postoju, ale też jego przyczyna, więc utrzymanie ruchu dostaje konkretne dane, a nie domysły.
- Raporty OEE i wydajności - OEE, czyli ogólna efektywność wyposażenia, łączy dostępność, tempo pracy i jakość, dzięki czemu łatwiej zobaczyć, gdzie naprawdę ucieka wynik.
Największy zwrot nie wynika z jednego dashboardu, tylko z tego, że kartki, arkusze i komunikacja „na słowo” przestają być głównym nośnikiem informacji. To działa szczególnie dobrze tam, gdzie produkcja jest wielozmianowa, a jeden błąd przepisu albo zła wersja instrukcji kosztują więcej niż sam moduł software’u. Gdy ten poziom uporządkowania jest osiągnięty, naturalnie pojawia się pytanie o architekturę przepływu danych.
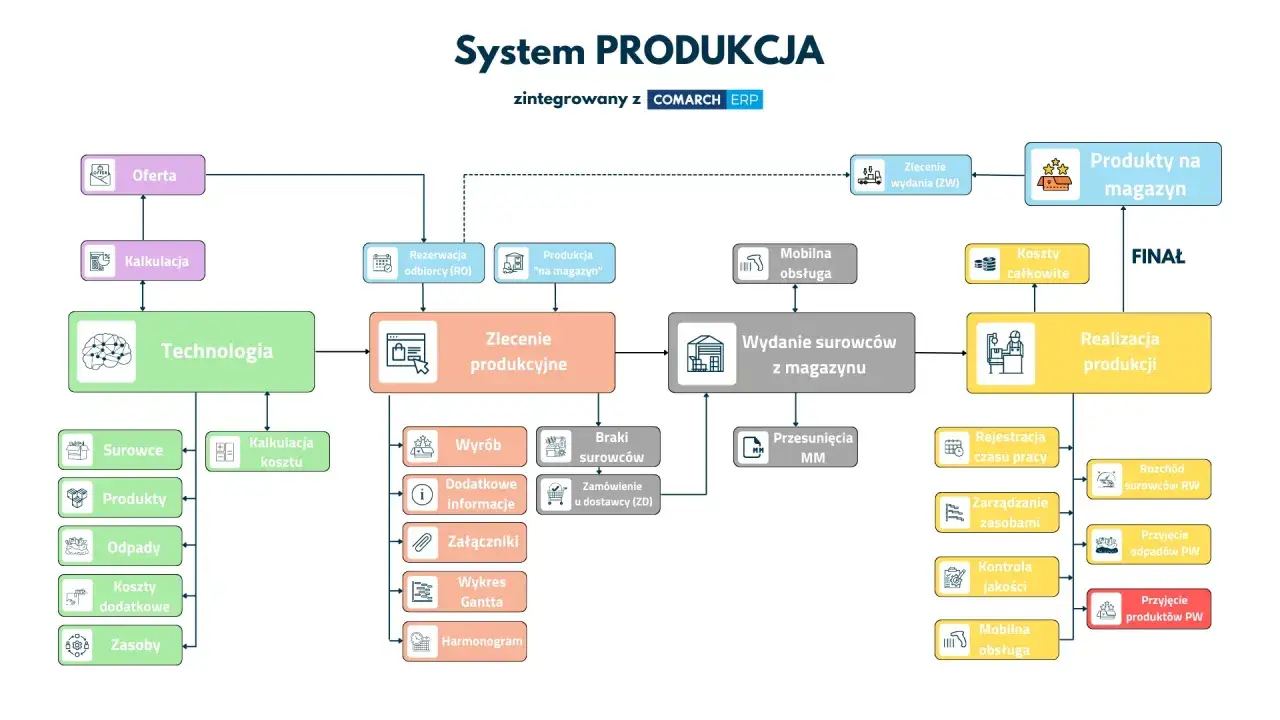
Jak system działa od zlecenia do raportu zmiany
W dobrze zaprojektowanym procesie ERP wysyła zlecenie i podstawowe dane planistyczne, a warstwa wykonawcza rozbija je na konkretne operacje, stanowiska i zasoby. Operator widzi zadanie na terminalu albo tablecie, potwierdza wykonanie kroku, a system zbiera sygnały z maszyn, skanerów, wag, czujników i wpisów ręcznych tam, gdzie automatyki jeszcze nie ma.
To właśnie tu przydają się standardy komunikacji. OPC UA ułatwia rozmowę z urządzeniami i sterownikami, a model ISA-95 porządkuje podział między poziomem biznesowym i produkcyjnym, dzięki czemu integracja nie staje się zlepkiem wyjątków napisanych na kolanie. W praktyce najstabilniej działa układ, w którym ERP planuje, MES egzekwuje, a SCADA steruje i nadzoruje sygnały procesu.
Jeżeli system jest dobrze ustawiony, raport zmiany nie powstaje ręcznie po fakcie. Powstaje w trakcie pracy: z czasami operacji, zużyciem materiału, odchyleniami jakościowymi i informacją o tym, co przerwało przepływ zlecenia. To właśnie odróżnia sensowne wdrożenie od samego elektronicznego formularza; dalej trzeba już tylko rozróżnić, które narzędzie robi którą część roboty.
Czym różni się MES od ERP, SCADA, WMS i APS
Najwięcej nieporozumień widzę wtedy, gdy firma chce kupić „jeden system do wszystkiego”. W praktyce lepiej działa zestaw ról niż jeden przeładowany monolit. MES zwykle stoi między ERP a SCADA, a obok niego pojawiają się jeszcze APS, czyli zaawansowane planowanie i harmonogramowanie, oraz WMS, czyli zarządzanie magazynem. Poniższe zestawienie porządkuje temat:
| System | Główna rola | W czym jest najlepszy | Czego nie powinien udawać |
|---|---|---|---|
| ERP | Planowanie i rozliczanie biznesu | Zamówienia, zakupy, stany, koszty, plan główny | Sekundowej rejestracji zdarzeń z hali |
| MES | Wykonanie i nadzór nad produkcją | Zlecenia, raportowanie, traceability, jakość, postęp prac | Sterowania maszynami na poziomie sygnałów |
| SCADA | Nadzór i wizualizacja procesu | Alarmy, parametry, podgląd pracy urządzeń | Pełnej logiki biznesowej i planistycznej |
| APS | Zaawansowane planowanie i harmonogramowanie | Układanie kolejności zleceń, przezbrojenia, ograniczenia zasobów | Zbierania danych produkcyjnych z maszyn |
| WMS | Zarządzanie magazynem | Przyjęcia, wydania, lokalizacje, kompletacja | Zarządzania przebiegiem operacji na hali |
Wniosek jest prosty: ERP porządkuje biznes, MES porządkuje wykonanie, SCADA nadzoruje automatykę, APS optymalizuje plan, a WMS pilnuje magazynu. Gdy jedna firma próbuje zmusić ERP do roli narzędzia hali, zwykle kończy się to nadmiarem obejść i frustracją użytkowników. Dlatego przy wyborze rozwiązania sens ma nie pytanie, czy ten system zrobi wszystko, tylko która warstwa ma tu dziś największą lukę.
Jak wybrać rozwiązanie, które pasuje do zakładu
Ja zawsze zaczynam od procesu, nie od listy funkcji. Dobre dopasowanie zależy przede wszystkim od tego, czy zakład produkuje seryjnie, jednostkowo czy procesowo, jak często zmienia asortyment i jak duża jest presja na identyfikowalność partii. Dopiero potem patrzę na interfejs, integracje i model wdrożenia.
- Rodzaj produkcji - inny zestaw funkcji będzie potrzebny w krótkich seriach, a inny w produkcji powtarzalnej z częstymi przezbrojeniami.
- Poziom automatyzacji - jeśli park maszynowy jest częściowo stary, ważne są sprawne konektory, terminale operatorskie i sensowna obsługa danych ręcznych.
- Integracje - sprawdzam, czy system dobrze łączy się z ERP, czytnikami kodów, wagami, etykietami i urządzeniami w standardach używanych w zakładzie.
- Ergonomia - operator ma używać narzędzia w biegu, więc ekran musi być prosty, a liczba kliknięć ograniczona do minimum.
- Model wdrożenia - instalacja lokalna, chmura albo układ hybrydowy mają sens w różnych warunkach; przy większej liczbie zakładów chmura bywa łatwiejsza w utrzymaniu, a przy restrykcyjnej sieci produkcyjnej wygrywa lokalna instalacja.
- Możliwość rozbudowy - lepiej mieć mniejszy zakres na start i dołożyć kolejne linie, niż od razu kupić rozbudowany pakiet, którego nikt nie użyje.
W polskich firmach produkcyjnych często najważniejszym kryterium nie jest sama lista modułów, tylko to, czy dostawca rozumie starsze maszyny, realia zmianowej pracy i ograniczenia integracyjne. Właśnie tu szybko widać różnicę między marketingiem a praktyką. Gdy decyzja jest zawężona do realnych warunków zakładu, pozostaje już kwestia samego wdrożenia.
Jak wygląda wdrożenie i gdzie projekty najczęściej się wykładają
Najbardziej przewidywalne wdrożenie zaczyna się od porządków, a nie od konfiguracji ekranów. Z mojego punktu widzenia sensowna kolejność wygląda tak:
- Opis procesu - trzeba ustalić, jak naprawdę przebiega zlecenie, gdzie są punkty kontroli i kto podejmuje decyzje w sytuacjach wyjątkowych.
- Ujednolicenie danych podstawowych - indeksy materiałowe, marszruty, receptury, jednostki miary i statusy muszą znaczyć to samo w całym zakładzie.
- Pilot na jednej linii lub obszarze - mały zakres pozwala szybko zobaczyć, co działa, a co wymaga dopracowania.
- Integracja z urządzeniami i ERP - tu najważniejsze są testy wyjątków, nie tylko happy path.
- Szkolenie operatorów i brygadzistów - jeśli ludzie nie rozumieją sensu systemu, wpisy będą niepełne albo spóźnione.
- Rozszerzenie na kolejne obszary - dopiero po stabilizacji pierwszego wdrożenia.
Co sprawdzam, zanim uznam inwestycję za sensowną
Opłacalność takiego projektu nie bierze się z obietnicy „większej cyfryzacji”, tylko z konkretnych kosztów, które dziś powstają po cichu. Jeżeli firma traci na brakach jakościowych, nadprodukcji, ręcznym przepisywaniu danych, przestojach albo reklamacyjnej papierologii, to dobrze dobrane rozwiązanie może szybko uporządkować wynik.
Patrzę wtedy na cztery pytania. Czy zakład ma stabilny proces, który da się opisać? Czy ktoś po stronie produkcji naprawdę będzie właścicielem danych? Czy integracja z ERP i automatyką jest możliwa bez budowania wszystkiego od zera? I wreszcie: czy menedżerowie będą korzystać z danych do decyzji, czy tylko do raportowania po czasie? Jeśli odpowiedź na któreś z tych pytań brzmi nie, lepiej najpierw naprawić fundament, a dopiero potem rozbudowywać narzędzie.Najlepszy moment na wdrożenie to zwykle nie „po dużej modernizacji”, lecz wtedy, gdy widać już jeden wyraźny problem: za dużo ręcznej pracy, za mało identyfikowalności albo zbyt długie gaszenie pożarów na hali. Wtedy system ma szansę rozwiązać realny ból, a nie stać się kolejną warstwą oprogramowania, która tylko dodaje pracy.
Jeżeli miałbym sprowadzić temat do jednego zdania, powiedziałbym tak: dobre rozwiązanie produkcyjne nie zaczyna się od listy funkcji, tylko od porządnego opisu przepływu informacji między ERP, halą i automatyką. Kiedy ten przepływ jest jasny, łatwiej wybrać narzędzie, policzyć sens inwestycji i uniknąć wdrożenia, które wygląda dobrze wyłącznie na slajdach.