Oprogramowanie MES ma sens wtedy, gdy produkcja generuje więcej danych niż Excel i papier są w stanie sensownie obsłużyć. W tym tekście wyjaśniam, czym jest system MES, jak łączy się z ERP i automatyką, kiedy daje realny zwrot oraz na co uważać przy wyborze i wdrożeniu. Pokażę też, gdzie takie rozwiązanie robi największą różnicę: w traceability, jakości, planowaniu i rozliczaniu pracy hali.
Najkrócej: MES porządkuje produkcję tam, gdzie ERP już nie wystarcza
- MES spina plan z hali produkcyjnej z danymi z maszyn i operatorów w czasie zbliżonym do rzeczywistego.
- Najwięcej daje tam, gdzie liczą się śledzenie partii, jakość, szybka reakcja na przestoje i porządek w raportowaniu.
- ERP planuje i rozlicza biznes, SCADA steruje automatyką, a MES zarządza wykonaniem produkcji.
- Najtrudniejsze w projekcie nie jest samo oprogramowanie, tylko dane, integracje i dyscyplina procesu.
- W prostym pilocie wdrożenie bywa liczone w miesiącach, w dużym zakładzie w kilkunastu miesiącach.
Czym jest MES i gdzie leży między ERP a automatyką
MES, czyli Manufacturing Execution System, to warstwa systemowa, która zbiera, porządkuje i wykorzystuje dane z produkcji na bieżąco. Jeśli ERP odpowiada na pytanie „co mamy wyprodukować, z czego i za ile”, to MES odpowiada na pytanie „co dzieje się teraz na hali, gdzie są odchylenia i co trzeba skorygować”. SAP opisuje MES właśnie jako warstwę między ERP a systemami sterowania, a z praktycznego punktu widzenia to dobra definicja robocza.
Ja zwykle rozróżniam trzy poziomy bardzo prosto. ERP zarządza zamówieniem, finansami, planem i zasobami. SCADA i sterowanie maszynami zajmują się sygnałami z urządzeń. MES stoi pośrodku: bierze plan z ERP, rozbija go na wykonanie operacyjne, a potem oddaje z powrotem rzeczywiste wyniki, zużycia i statusy. Jak ujmuje to ISA-95, chodzi o uporządkowanie wymiany informacji między systemami biznesowymi i sterowaniem produkcją.
| System | Na jakie pytanie odpowiada | Horyzont działania | Typowe zadania |
|---|---|---|---|
| ERP | Co produkujemy, kiedy i z jakich zasobów? | Dni, tygodnie, miesiące | Planowanie, zakupy, magazyn, finanse, zamówienia |
| MES | Co dzieje się teraz na produkcji? | Minuty, godziny, zmiana | Realizacja zleceń, traceability, jakość, rejestracja danych, OEE |
| SCADA / automatyka | Jak pracuje maszyna i czy wszystko jest pod kontrolą? | Sekundy, minuty | Nadzór nad sygnałami, alarmy, sterowanie, wizualizacja procesu |
W praktyce oznacza to tyle, że MES nie zastępuje ERP ani automatyki. On porządkuje wykonanie produkcji. I właśnie dlatego jest tak ważny tam, gdzie sama planistyczna warstwa IT nie widzi już realiów hali. To prowadzi do pytania, co dokładnie taki system robi na co dzień.
Jakie zadania przejmuje na hali produkcyjnej
Największa wartość MES nie leży w samych ekranach, tylko w tym, że system eliminuje ręczne obchodzenie procesu. Dobrze ustawione rozwiązanie potrafi wyprowadzić produkcję z trybu „dopiszemy później” do trybu „wiemy od razu”. To jest różnica, która przekłada się na jakość, terminowość i mniejszą liczbę sporów między planowaniem a produkcją.
Śledzenie zleceń i partii
MES prowadzi zlecenie przez kolejne operacje, rejestruje start i koniec, zapisuje zużyte materiały oraz tworzy historię partii. W branżach takich jak spożywcza, farmaceutyczna, chemiczna czy automotive to nie jest wygoda, tylko konieczność. Gdy pojawia się reklamacja albo odchylenie jakościowe, system pozwala odtworzyć genealogię produktu: z jakiej partii surowca powstał, na jakiej linii, przez kogo i z jakimi parametrami.
Jakość i instrukcje operatorskie
System wykonawczy może wymuszać właściwą kolejność kroków, podawać instrukcje na stanowisku i blokować przejście dalej, jeśli nie spełniono warunków jakościowych. To bardzo praktyczne w zakładach, gdzie wiele błędów wynika nie z braku wiedzy, ale z pośpiechu, zmian w recepturze albo różnic między zmianami. Jeśli operator dostaje jedną aktualną instrukcję zamiast trzech wersji krążących po hali, liczba pomyłek zwykle spada szybciej niż po samym szkoleniu.
Przeczytaj również: QAD ERP dla Produkcji - Czy to system dla Twojej firmy?
Wydajność, OEE i przestoje
MES zbiera dane o pracy maszyn, przestojach, brakach i tempie realizacji zleceń. Dzięki temu można policzyć OEE, czyli wskaźnik efektywności wykorzystania maszyny, oparty na dostępności, wydajności i jakości. Dla kierownika produkcji to ważne, bo problem przestaje być „czujemy, że linia stoi za długo”, a staje się konkretnym sygnałem: gdzie dokładnie ginie czas, jaki jest powód i kto ma zareagować.
W niektórych zakładach dochodzi jeszcze rejestracja pracy ludzi, narzędzi, przezbrojeń, kontroli SPC i zużycia energii. To już nie jest dekoracja. To dane, które pozwalają odróżnić realne wąskie gardło od wrażenia, że „wszystko się psuje naraz”.
Jak MES łączy ERP z halą produkcyjną
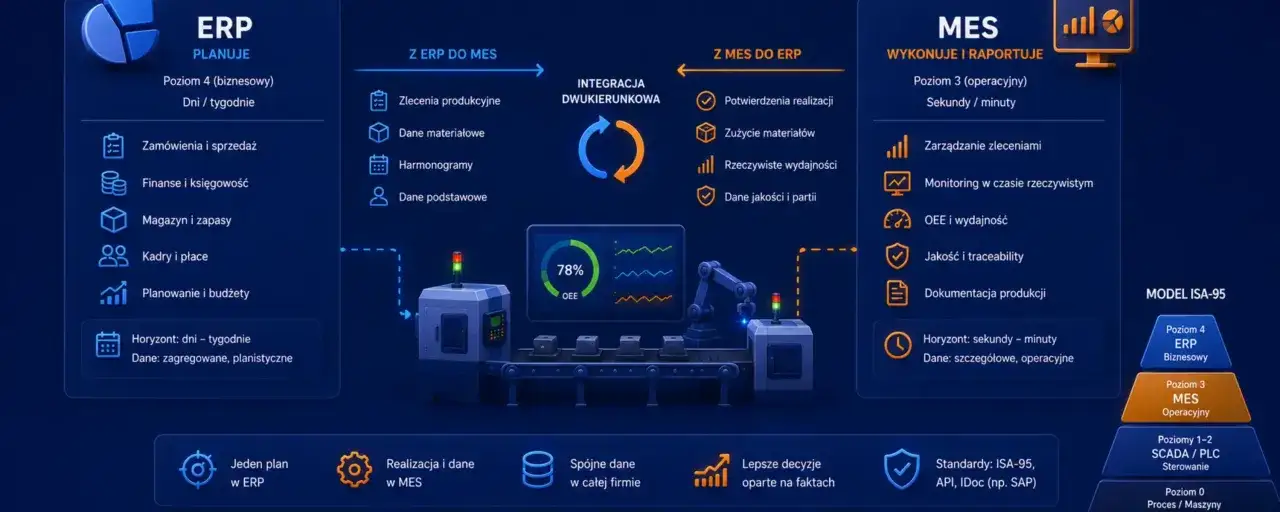
Integracja jest miejscem, w którym większość projektów albo zaczyna działać, albo rozjeżdża się na wiele półśrodków. MES zwykle pobiera z ERP zlecenia produkcyjne, BOM, marszruty, terminy, stany magazynowe i dane podstawowe materiałów. W drugą stronę oddaje potwierdzenia produkcji, rzeczywiste zużycia, braki, czasy operacji, statusy partii, wyniki kontroli i informacje o postępie zleceń.
| Kierunek | Przykładowe dane | Po co to jest potrzebne |
|---|---|---|
| ERP → MES | Zlecenia, receptury, marszruty, terminy, indeksy materiałowe, struktury BOM | Żeby MES wiedział, co i w jakiej kolejności ma zostać wykonane |
| MES → ERP | Potwierdzenia operacji, zużycie materiału, odpady, czasy, postęp realizacji | Żeby plan i rozliczenie finansowe opierały się na rzeczywistych danych |
| Maszyny → MES | Stany pracy, alarmy, liczniki, parametry procesu, sygnały jakościowe | Żeby operacje były widoczne bez ręcznego przepisywania danych |
Do połączenia używa się zwykle API, OPC UA albo innych standardów komunikacji przemysłowej. API spina systemy biznesowe, OPC UA to popularny standard wymiany danych z maszynami i automatyką. Im mniej punktów „na skróty”, tym mniejsze ryzyko, że po pół roku utrzymanie integracji stanie się osobnym projektem. I tu dochodzimy do pytania, kiedy taki układ naprawdę się opłaca, a kiedy jest po prostu zbyt ciężki.
Kiedy taka inwestycja naprawdę ma sens
MES daje najszybszy efekt tam, gdzie produkcja jest złożona, dane są rozproszone, a błędy kosztują dużo. Najczęściej są to zakłady wielozmianowe, firmy z dużą liczbą zleceń, branże regulowane oraz produkcja, w której ważna jest pełna identyfikowalność partii. W polskich realiach dobrze widać to w automotive, elektronice, przetwórstwie spożywczym, farmacji, chemii i w firmach metalowych z wieloma przezbrojeniami.
| Sytuacja w zakładzie | Sens MES | Dlaczego |
|---|---|---|
| Wiele zmian i stanowisk | Wysoki | Ręczne raporty szybko przestają być wiarygodne |
| Dużo reklamacji lub wymagań traceability | Wysoki | System buduje historię produktu i partii |
| Wysokie koszty przestoju | Wysoki | Liczy się szybka reakcja, a nie raport na koniec dnia |
| Stabilna, prosta produkcja z małą zmiennością | Średni lub niski | Czasem wystarczy lżejsza digitalizacja i lepszy raporting |
Nie każda fabryka potrzebuje pełnego, ciężkiego wdrożenia od razu. Jeśli linia jest jedna, proces prosty, a problemem jest tylko brak sensownego formularza produkcyjnego, zaczynanie od wielkiego systemu bywa przerostem formy nad treścią. Ja najczęściej patrzę na to tak: jeśli firma nie potrafi opisać dwóch lub trzech najdroższych błędów operacyjnych, to jeszcze nie jest gotowa na duży MES, tylko na uporządkowanie procesu i danych podstawowych. To naturalnie prowadzi do budżetu, bo koszt zależy właśnie od skali chaosu, który trzeba uporządkować.
Ile kosztuje wdrożenie i co najbardziej podbija budżet
Orientacyjnie pełne wdrożenie może kosztować od kilkudziesięciu tysięcy złotych w małym pilocie do kilku milionów złotych w dużym, wieloliniowym projekcie z integracją, walidacją i rozbudowaną customizacją. To nie są ceny katalogowe, tylko praktyczny rząd wielkości, który pozwala ocenić skalę decyzji. W zakupie MES najłatwiej przecenić licencję, a niedoszacować integrację, przygotowanie danych i szkolenia.
| Co podbija koszt | Dlaczego | Jak ograniczyć ryzyko |
|---|---|---|
| Integracje z ERP, SCADA i maszynami | Każde połączenie wymaga mapowania danych i testów | Ustalić jeden model danych i zacząć od krytycznych przepływów |
| Customizacja procesów | Każda nietypowa reguła wydłuża development i testy | Najpierw dopasować proces do standardu, a dopiero potem rozszerzać |
| Walidacja i compliance | W branżach regulowanych trzeba więcej dokumentacji i testów | Włączyć wymagania jakościowe od początku, nie na końcu |
| Szkolenie i zmiana na hali | System działa tylko wtedy, gdy ludzie naprawdę z niego korzystają | Przeszkolić operatorów na realnych scenariuszach, nie na slajdach |
W praktyce warto też rozróżnić model licencyjny. Subskrypcja chmurowa obniża barierę wejścia, ale przenosi koszt w czasie. Wdrożenie on-premise zwykle wymaga większego startu, za to daje większą kontrolę nad infrastrukturą i często lepiej pasuje do środowisk, które nie chcą uzależniać się od zewnętrznego hostingu. Jeśli projekt ma sens biznesowy, wybór modelu jest ważny, ale nie ważniejszy od tego, czy system rzeczywiście pasuje do procesu. To prowadzi do najtrudniejszej decyzji: jak wybrać rozwiązanie, które nie zamieni się w kolejny silos.
Jak wybrać system, który nie skończy jako kolejny silos
Na etapie wyboru łatwo zachwycić się demo, a potem zderzyć z produkcją. Ja zawsze patrzę na to przez pryzmat tego, czy system umie przejść od ładnego dashboardu do rzeczywistego wykonania zlecenia na hali. Jeśli nie umie, to jest narzędziem raportowym, a nie pełnym MES-em.
| Obszar | Na co patrzeć | Dlaczego to ważne |
|---|---|---|
| Dopasowanie do procesu | Czy system obsługuje Twój typ produkcji: dyskretną, procesową czy mieszaną? | Źle dobrany model zawsze kończy się obejściami |
| Integracje | Czy łączy się z ERP, automatyką, skanerami, wagami i terminalami? | Bez tego wróci ręczne przepisywanie danych |
| Konfiguracja vs custom development | Ile da się ustawić bez programowania? | Im większa elastyczność konfiguracji, tym mniejsze ryzyko długu technicznego |
| Obsługa jakości i traceability | Czy system zapisuje genealogię produktu, odchylenia i działania korygujące? | To zwykle jeden z głównych powodów zakupu |
| Wsparcie wdrożeniowe | Czy dostawca ma doświadczenie w Twojej branży i podobnej skali zakładu? | MES bez dobrego partnera wdrożeniowego często zostaje niedorobiony |
| Skalowalność | Czy da się przejść od jednej linii do całej fabryki bez wymiany platformy? | Rozwój zakładu nie powinien wymuszać wymiany systemu po roku |
Najczęstszy błąd, jaki widzę, to kupowanie systemu dlatego, że „ładnie pokazuje produkcję”. To za mało. W zapytaniu ofertowym powinny się znaleźć realne scenariusze: awaria maszyny, brak materiału, zmiana receptury, przezbrojenie, reklamacja, niezgodna partia, rozliczenie zmiany. Jeśli dostawca przechodzi przez to swobodnie, można iść dalej. Jeśli zaczyna się mgła pojęciowa i obietnice „zrobimy wszystko”, to sygnał ostrzegawczy. Sama decyzja zakupowa jednak jeszcze nie zamyka tematu, bo o powodzeniu przesądza wdrożenie.
Jak wygląda wdrożenie i gdzie projekty najczęściej się wykładają
Najzdrowszy model wdrożenia to nie wielki bang, tylko rozsądny pilot. W prostym zakładzie pierwszy etap może potrwać 3-6 miesięcy, a w złożonym projekcie wielolokalizacyjnym pełne uruchomienie często zajmuje 9-18 miesięcy albo dłużej. Rozsądny harmonogram zaczyna się od jednego procesu albo jednej linii, a nie od próby cyfryzacji całej fabryki naraz.
- Definicja zakresu i KPI, czyli ustalenie, co dokładnie ma się poprawić: jakość, terminowość, OEE, traceability albo czas raportowania.
- Mapowanie procesu i danych podstawowych, bo bez uporządkowania materiałów, marszrut i słowników system będzie tylko szybszym sposobem na bałagan.
- Pilot na wybranym obszarze, najlepiej na linii, gdzie efekt da się szybko zmierzyć.
- Integracja z ERP i automatyką, ale tylko tam, gdzie rzeczywiście ma to sens operacyjny.
- Szkolenie operatorów, liderów zmiany i utrzymania ruchu na realnych przypadkach, nie na abstrakcyjnych ekranach.
- Rollout na kolejne obszary dopiero wtedy, gdy pierwszy zakres działa stabilnie.
Najczęstsze błędy są zaskakująco powtarzalne: zbyt szeroki zakres na start, brak właściciela danych, niedoszacowanie testów integracyjnych, pomijanie operatorów i próba „naprawienia procesu” samą konfiguracją systemu. To nie działa. MES potrafi bardzo dużo, ale nie zastąpi decyzji o tym, jak ma wyglądać poprawny proces. Jeśli proces jest chaotyczny, oprogramowanie go tylko uwidoczni. Z drugiej strony dobrze przeprowadzony pilot daje bardzo konkretną wartość jeszcze przed pełnym rolloutem, bo od razu pokazuje, gdzie znikają minuty, partie i decyzje.
Co najbardziej skraca drogę do zwrotu z MES
Jeżeli mam wskazać jeden praktyczny filtr, to jest nim prosty test: czy pierwszy etap wdrożenia rozwiązuje realny ból operacyjny, który dziś kosztuje czas, scrap albo przestoje. Dobrze dobrane oprogramowanie MES nie ma imponować ekranami, tylko skrócić drogę od zdarzenia na hali do decyzji w ERP i u kierownika produkcji.
- Zacząć od jednego wąskiego procesu, na przykład rejestracji produkcji albo traceability.
- Usunąć ręczne przepisywanie danych, bo to zwykle najszybsze źródło błędów i opóźnień.
- Wyznaczyć jednego właściciela danych podstawowych, żeby każdy indeks, receptura i marszruta miały jedno źródło prawdy.
- Ustawić jeden zestaw KPI i nie mnożyć równoległych raportów dla każdego działu osobno.
Jeśli ten efekt widać już na pilocie, projekt zwykle ma sens. Jeśli nie, trzeba wrócić do zakresu, a nie doklejać kolejne funkcje. W praktyce właśnie tak odróżniam narzędzie, które porządkuje produkcję, od systemu, który tylko ją opisuje.