Najważniejsze decyzje przy wyborze elektrody w warsztacie
- W EDM elektroda nie skrawa materiału, tylko go eroduje, więc liczą się przewodność, zużycie i stabilność kształtu.
- Grafit zwykle wygrywa tam, gdzie ważne są tempo i wydajność, miedź daje lepszą kontrolę wykończenia, a stop wolframowo-miedziany sprawdza się przy małych detalach.
- W elektrodrążeniu drutowym sam drut jest elektrodą, a jego materiał i powłoka mocno wpływają na prędkość oraz powierzchnię cięcia.
- Dobór powinien wynikać z geometrii detalu, wymaganej chropowatości, głębokości obróbki i liczby sztuk, a nie tylko z ceny półfabrykatu.
- Najdroższy błąd to dobranie elektrody do złego procesu albo złej maszyny, bo poprawki potrafią kosztować więcej niż lepszy materiał.
Najpierw rozróżnij proces, bo od tego zależy cały wybór
Ja zawsze zaczynam od prostego pytania: czy mówimy o elektrodrążeniu, czy o spawaniu. To nie jest akademicka różnica, tylko praktyczny podział, który decyduje o wszystkim później. W EDM elektroda odtwarza kształt albo prowadzi cięcie, w spawaniu buduje łuk i łączy materiał, a w obu przypadkach dobór wygląda zupełnie inaczej.
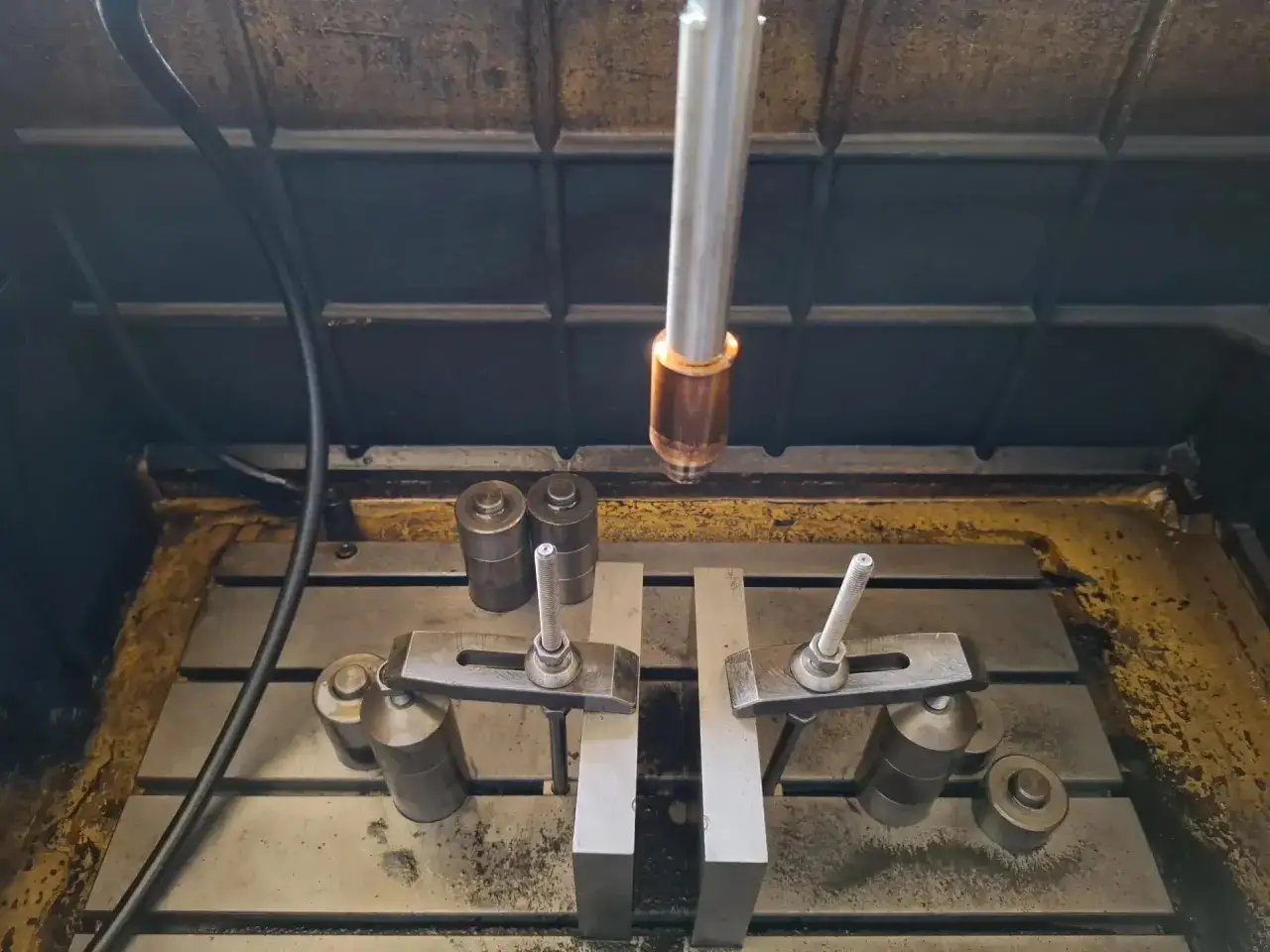
W obróbce CNC najczęściej spotyka się trzy sytuacje. Po pierwsze elektrodrążenie wgłębne, gdzie elektroda tworzy gniazda, kieszenie i trudne do frezowania geometrie. Po drugie elektrodrążenie drutowe, w którym cienki drut tnie detal po zaprogramowanej ścieżce. Po trzecie drążenie otworów, używane tam, gdzie trzeba szybko wykonać otwór startowy, kanał chłodzący albo punkt wejścia dla dalszej obróbki.
To ważne, bo EDM działa tylko na materiałach przewodzących prąd. Jeśli detal jest hartowany, ma ostre naroża, głębokie żebra albo skomplikowaną geometrię, frezowanie często przestaje być najrozsądniejsze. Wtedy elektroda przestaje być dodatkiem, a staje się narzędziem decydującym o tym, czy detal w ogóle da się zrobić sensownie.
Najczęściej spotykane elektrody w EDM i co z nich wynika
W praktyce narzędziowej najczęściej wracają trzy materiały: grafit, miedź i stopy wolframowo-miedziane. Każdy z nich ma swój charakter, a różnica nie polega na teorii, tylko na tym, jak szybko da się wykonać elektrodę, ile razy trzeba ją wymieniać i jaką powierzchnię zostawi na detalu.
| Typ elektrody | Kiedy ma sens | Mocne strony | Na co uważać |
|---|---|---|---|
| Grafitowa | Duże kieszenie, głębokie gniazda, obróbka zgrubna i produkcja form | Szybka obróbka, niska masa, dobra odporność termiczna, brak dodatkowego gratowania po wykonaniu elektrody | Pylenie, potrzeba dobrego odciągu, słabsza przy ultradrobnych detalach niż miedź |
| Miedziana | Wykańczanie powierzchni, małe promienie, precyzyjne gniazda | Dobra kontrola detalu i powierzchni, przewidywalne zachowanie w finałowej fazie erozji | Cięższa, zwykle wolniejsza w przygotowaniu i mniej wygodna przy dużych elektrodach |
| Wolframowo-miedziana | Mikrodetale, małe promienie, strefy o dużym zużyciu elektrody | Bardzo dobra odporność na zużycie i stabilność przy trudnych geometriach | Wyższy koszt materiału i trudniejsza obróbka przygotowawcza |
W praktyce najprościej myśleć tak: grafit wygrywa tempem, miedź wygrywa wykończeniem, a stop wolframowo-miedziany wygrywa tam, gdzie detal jest mały i kosztowne byłoby szybkie zużycie narzędzia. Przy dużych elektrodach znaczenie ma też masa materiału, bo grafit bywa około cztery razy lżejszy od miedzi, więc łatwiej się go przygotowuje i prowadzi w produkcji.
Jeżeli czytam dokumentację pod kątem kosztu, patrzę nie tylko na cenę bloku materiału. Równie ważne są liczba potrzebnych elektrod, czas ich wykonania i to, czy po drążeniu trzeba jeszcze poprawiać powierzchnię. W dobrze ustawionym procesie różnice potrafią być duże, dlatego wybór materiału to zawsze decyzja o całym łańcuchu operacji, nie o jednym elemencie.
Drut i elektrody wiertnicze dają inne odpowiedzi
W elektrodrążeniu drutowym sama elektroda jest materiałem eksploatacyjnym. To oznacza, że zamiast jednej frezowanej elektrody mamy przewód, który prowadzi cięcie po zadanej trajektorii, a jakość zależy od jego średnicy, powłoki i stabilności prowadzenia.
Najczęściej stosuje się druty mosiężne jako rozwiązanie uniwersalne. Dają rozsądny kompromis między ceną, prędkością a jakością cięcia. Druty powlekane, na przykład z warstwą cynku, zwykle poprawiają szybkość i powierzchnię, więc w praktyce są częstym wyborem tam, gdzie liczy się większa wydajność albo lepsze wykończenie bez dodatkowych poprawek. W mikromachiningu spotyka się też druty specjalne, w tym wolframowe i molibdenowe, a ich średnice schodzą nawet do setnych części milimetra.
W drążeniu otworów logika jest podobna, ale zastosowanie inne. Tu używa się elektrod miedzianych, mosiężnych, wolframowo-miedzianych albo z węglika wolframu. Taki wybór ma znaczenie przy otworach startowych, kanałach chłodzących i detalach, w których klasyczne wiercenie byłoby zbyt wolne, zbyt ryzykowne albo po prostu niemożliwe.
- Drut mosiężny sprawdza się jako opcja bazowa do pracy uniwersalnej.
- Drut powlekany wybiera się wtedy, gdy ważniejsza jest prędkość albo lepsza powierzchnia.
- Drut wolframowy lub molibdenowy ma sens przy bardzo małych średnicach i mikrogeometriach.
- Elektroda wiertnicza przydaje się, gdy potrzebny jest otwór startowy lub szybkie wejście w materiał przewodzący.
Jeśli ktoś patrzy na elektrodrążenie jak na jedną technologię, szybko gubi szczegóły. A właśnie szczegóły decydują o tym, czy proces będzie powtarzalny i czy maszyna rzeczywiście wykorzysta swój potencjał.
Jak dobrać materiał elektrody do konkretnego zadania
Najrozsądniej jest zacząć od geometrii detalu, a dopiero później patrzeć na cenę półfabrykatu. Ja zwykle ustawiam kolejność tak: kształt, jakość powierzchni, głębokość obróbki, liczba sztuk i dopiero na końcu budżet materiałowy. Taki porządek bardzo ogranicza kosztowne pomyłki.
| Sytuacja | Najrozsądniejszy wybór | Dlaczego |
|---|---|---|
| Duża forma z głębokimi kieszeniami | Grafit | Szybciej wykonasz elektrodę i łatwiej utrzymasz tempo produkcji |
| Detal o wysokich wymaganiach powierzchniowych | Miedź | Lepsza kontrola wykończenia i drobnych krawędzi |
| Małe promienie, cienkie żebra, trudny dostęp | Stop wolframowo-miedziany | Mniejsze zużycie i większa stabilność wymiarowa |
| Otwór startowy lub kanał chłodzący | Elektroda wiertnicza | Proces jest szybszy i bardziej przewidywalny niż klasyczne wiercenie |
| Cięcie konturu w materiale przewodzącym | Drut EDM | To naturalny wybór do wycinania po ścieżce |
Przy dobrze dobranym procesie widać różnice nie tylko w jakości, ale też w liczbie elektrod potrzebnych do jednego detalu. W materiałach producentów maszyn EDM pojawiają się deklaracje nawet o 34% szybszego drążenia i do 62% mniejszego zużycia elektrody po optymalizacji procesu. To nie jest gwarancja dla każdego przypadku, ale dobrze pokazuje, jak mocno technologia wpływa na wynik końcowy.
Jeżeli mam sprowadzić dobór do jednej zasady, to brzmi ona tak: nie wybieram materiału od ceny za kilogram, tylko od tego, ile czasu i poprawek zabierze cały detal. W produkcji jednostkowej czasem da się to zignorować, ale przy serii albo formie każdy dodatkowy przejazd i każda poprawka szybko robią różnicę.
Najczęstsze błędy, które podbijają koszt bardziej niż materiał
W narzędziowniach najwięcej pieniędzy ucieka nie przez zły materiał sam w sobie, ale przez zły sposób jego użycia. To właśnie tutaj dobrze widać, że dobór elektrody jest częścią procesu, a nie osobnym zakupem.
- Patrzenie tylko na cenę blanku zamiast na koszt całkowity, czyli materiał, obróbkę elektrody, czas drążenia i ewentualne poprawki.
- Ignorowanie zużycia elektrody przy głębokich kieszeniach i trudnych geometriach, co kończy się niedowymiarem albo dodatkową sztuką.
- Praca z grafitem bez odciągu pyłu, co psuje warunki na maszynie i podnosi ryzyko problemów z utrzymaniem czystości procesu.
- Zakładanie, że jedna elektroda załatwi wszystko, zamiast rozdzielić zgrubienie i wykańczanie na osobne strategie.
- Mylenie EDM ze spawaniem, przez co ktoś wybiera materiał pod zupełnie inne obciążenia niż te, które naprawdę występują.
- Pomijanie parametrów impulsu i polaryzacji, mimo że to one często przesądzają o jakości powierzchni i tempie ubytku.
Jeśli te błędy znikają, najczęściej od razu widać lepszą powtarzalność. To ważne, bo w produkcji liczy się nie jednorazowy dobry detal, tylko to, czy kolejny też wyjdzie bez nerwowych korekt.
Jak zbudować sensowny standard elektrod w narzędziowni
Największy zwrot daje nie pojedynczy zakup, tylko prosty standard pracy. W praktyce oznacza to bibliotekę sprawdzonych elektrod, jasne nazewnictwo, zapis parametrów i rozdzielenie wariantów do zgrubienia oraz do wykańczania. Im mniej decyzji trzeba podejmować od zera, tym mniejsze ryzyko pomyłki.
- Trzymaj osobne standardy dla grafitu, miedzi i stopów wolframowo-miedzianych.
- Opisuj elektrody funkcją, a nie tylko wymiarem, na przykład „roughing”, „finishing” albo „micro”.
- Zapisuj zużycie i korekty, bo po kilku zleceniach widać, które rozwiązanie naprawdę działa.
- Nie zostawiaj doboru materiału wyłącznie operatorowi, jeśli programista CAM może od razu uwzględnić geometrię i kompensację.
- Przy częstych powtórkach trzymaj minimalny zapas najczęściej używanych półfabrykatów, bo to skraca czas reakcji produkcji.
Jeśli mam zostawić jedną praktyczną zasadę, to taką: najpierw definiuję geometrię i jakość, dopiero potem materiał elektrody. W dobrze zorganizowanej narzędziowni to właśnie standard doboru, a nie pojedynczy zakup, decyduje o tym, czy EDM jest szybkim wsparciem produkcji, czy źródłem niepotrzebnych poprawek.