
Przekładnia w maszynie ma jedno zadanie, ale wpływa na kilka krytycznych parametrów naraz: prędkość, moment obrotowy, kierunek pracy i stabilność całego układu. W praktyce najważniejsze są trzy rzeczy: rodzaje przekładni, warunki pracy i to, jak często układ będzie wymagał obsługi. Poniżej rozkładam temat na konkretne typy, ich zastosowania oraz błędy, które w utrzymaniu ruchu najczęściej kosztują czas i pieniądze.
Najważniejsze różnice, które warto znać przed wyborem napędu
- Najczęściej spotkasz układy pasowe, łańcuchowe, cierne, zębate, planetarne, stożkowe i ślimakowe.
- Jeśli liczy się precyzja i wysoka sprawność, zwykle wygrywa napęd zębaty; jeśli prostota i cisza, często lepszy jest pasowy.
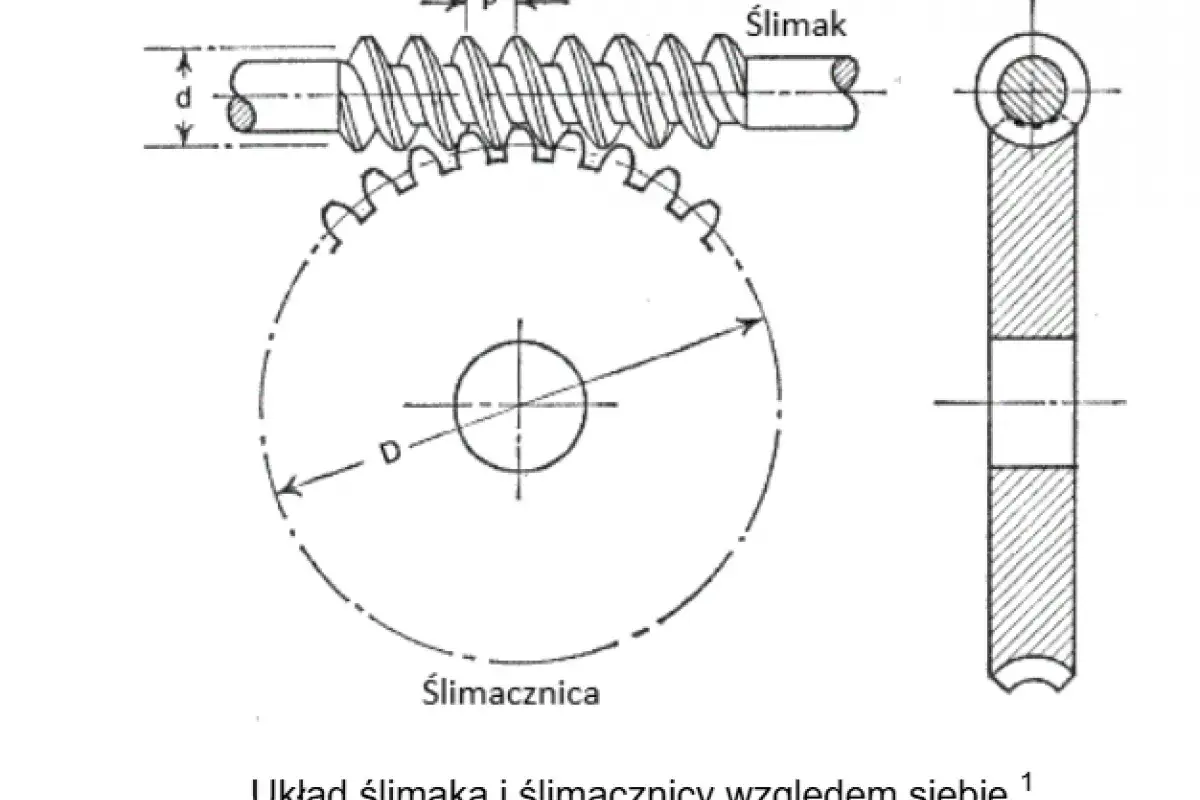
- Przekładnia ślimakowa daje duże przełożenie w zwartej obudowie, ale zwykle pracuje z większymi stratami i bardziej się nagrzewa.
- W utrzymaniu ruchu największą różnicę robią: smarowanie, osiowanie, kontrola drgań i szybka reakcja na wzrost temperatury.
- Nie ma jednego uniwersalnego rozwiązania, bo dobór zależy od obciążenia, dokładności, odległości między wałami i środowiska pracy.
Czym są przekładnie i dlaczego w przemyśle nie ma jednego dobrego wyboru
Patrzę na przekładnię jak na element, który ma „dopasować” silnik do maszyny roboczej. Jeden napęd musi czasem przyspieszyć, czasem zwolnić, czasem przenieść ruch na inną oś, a czasem po prostu zrobić to cicho i bez strat. Dlatego wybór nie sprowadza się do samej mocy z katalogu, tylko do kompromisu między sprawnością, precyzją, gabarytem, kosztem i obsługą.
W praktyce przekładnie dzieli się według sposobu przenoszenia ruchu. Jedne opierają się na tarciu, inne na cięgnie, a jeszcze inne na zazębieniu kół. Każda z tych grup ma sens w innym scenariuszu, bo inaczej zachowuje się pod obciążeniem, inaczej znosi zabrudzenie i inaczej reaguje na błędy montażowe. Gdy to dobrze uporządkuję na początku, później dużo łatwiej wskazać właściwe rozwiązanie do konkretnej maszyny.
To ważne także z punktu widzenia utrzymania ruchu. Układ, który świetnie sprawdza się w jednej linii produkcyjnej, w innej może być zbyt głośny, zbyt wrażliwy na pył albo po prostu za trudny w serwisie. Poniżej przechodzę więc od ogólnej klasyfikacji do praktycznych różnic, które faktycznie mają znaczenie na hali.
Najczęściej spotykane typy i gdzie naprawdę się sprawdzają
W zakładach przemysłowych najczęściej spotykam kilka powtarzalnych rozwiązań. Różnią się budową, ale jeszcze bardziej różnią się zachowaniem w eksploatacji. Dobrze widać to w poniższym zestawieniu.
| Typ | Co daje | Mocne strony | Ograniczenia | Typowe zastosowanie |
|---|---|---|---|---|
| Pasowa | Prosta transmisja mocy, dobra przy większej odległości między wałami | Cicha praca, niski koszt, łatwy montaż, tłumienie udarów | Poślizg, konieczność naciągu, niższa sztywność kinematyczna | Wentylatory, pompy, lekkie napędy, transportery |
| Łańcuchowa | Przeniesienie napędu bez poślizgu na większy dystans | Wysoka wytrzymałość, dobra sprawność, odporność na duże momenty | Hałas, smarowanie, wydłużanie łańcucha w czasie | Przenośniki, maszyny rolnicze, mechanizmy transportowe |
| Cierna | Przenoszenie ruchu dzięki tarciu między elementami | Prosta konstrukcja, pewna podatność na przeciążenie przez poślizg | Wrażliwość na zabrudzenie, niższa dokładność, zużycie powierzchni | Proste układy regulacyjne i pomocnicze |
| Zębata walcowa | Najbardziej klasyczny reduktor do osi równoległych | Wysoka sprawność, precyzja, dobra trwałość, szeroka dostępność | Wymaga dobrego montażu i smarowania, nie lubi błędów osiowania | Maszyny produkcyjne, linie technologiczne, reduktory ogólnego przeznaczenia |
| Stożkowa | Zmiana kierunku napędu, zwykle pod kątem 90° | Kompaktowość, możliwość prowadzenia napędu w innej płaszczyźnie | Wrażliwość na ustawienie, większe wymagania montażowe | Narożne napędy, przekazywanie ruchu między przecinającymi się osiami |
| Planetarna | Duży moment w bardzo zwartej obudowie | Równomierny rozkład obciążeń, mały luz kinematyczny, wysoka gęstość mocy | Wyższa cena, bardziej złożona diagnostyka | Serwonapędy, robotyka, automatyka, precyzyjne pozycjonowanie |
| Ślimakowa | Duże przełożenie i możliwość samohamowności w części zastosowań | Zwarta konstrukcja, duże redukcje w jednym stopniu | Większe straty, nagrzewanie, duża zależność od smarowania | Podnośniki, pozycjonery, bramy, urządzenia wymagające dużego przełożenia |
Jeśli mam uprościć wybór, to pas i łańcuch wygrywają tam, gdzie liczą się odległości między wałami i prostota, a przekładnie zębate tam, gdzie najważniejsze są precyzja i trwałość. Ślimak wybieram wtedy, gdy potrzebuję dużego przełożenia w małej obudowie i akceptuję większe straty energii. Z kolei planetarna jest dla mnie naturalnym kierunkiem, gdy układ ma być kompaktowy, sztywny i przewidywalny w pracy.
Po takim przeglądzie sensownie jest przejść do pytania, jak dobrać napęd do rzeczywistych warunków, a nie tylko do nazwy typu.
Jak dobrać układ do obciążenia, prędkości i miejsca montażu
W doborze nie zaczynam od katalogu, tylko od zadania maszyny. Najpierw sprawdzam, jaki moment ma być przeniesiony, czy obciążenie jest stałe czy udarowe, jak często układ rusza i zatrzymuje się pod obciążeniem, a dopiero potem patrzę na typ przekładni. To oszczędza wiele rozczarowań, bo rozwiązanie „najmocniejsze na papierze” nie zawsze jest najlepsze w praktyce.
| Priorytet | Lepszy wybór | Dlaczego |
|---|---|---|
| Cicha praca | Pasowa | Dobrze tłumi drgania i nie generuje takiego hałasu jak łańcuch czy źle ustawione zazębienie |
| Wysoka dokładność | Zębata lub planetarna | Zapewnia mały luz kinematyczny, czyli niewielką martwą strefę między ruchem wejściowym i wyjściowym |
| Duża odległość między wałami | Pasowa albo łańcuchowa | Cięgna pozwalają przenieść napęd na większy dystans bez skomplikowanej zabudowy |
| Duży moment w małej obudowie | Planetarna | Świetnie wykorzystuje przestrzeń i dobrze rozkłada obciążenia na kilka satelitów |
| Duże przełożenie w jednym stopniu | Ślimakowa | Umożliwia wysoką redukcję bez dokładania wielu stopni pośrednich |
| Niski koszt zakupu | Pasowa | Jest prosta konstrukcyjnie i zwykle tańsza od rozwiązań zębatych |
Ja zawsze sprawdzam też trzy dodatkowe rzeczy, które łatwo pominąć na etapie projektu: pył i wilgoć w otoczeniu, dostęp do smarowania oraz tolerancję na błędy montażowe. Jeśli linia pracuje w trybie start-stop, pod dużymi udarami, to sama moc znamionowa nie wystarczy. Wtedy liczy się odporność na przeciążenia, jakość osiowania i to, czy napęd wytrzyma rzeczywiste warunki, a nie tylko spokojną pracę testową.
Warto też pamiętać o zakresie przełożeń. Jednostopniowa przekładnia planetarna zwykle pracuje w relatywnie umiarkowanym zakresie, często około 3:1 do 10:1, za to świetnie sprawdza się jako precyzyjny element kompaktowego napędu. Ślimakowe pozwalają uzyskać dużo większe redukcje, ale płaci się za to temperaturą i sprawnością. Jeśli wybór ma być bezpieczny, nie patrzę tylko na liczbę w katalogu, lecz na cały profil pracy maszyny.
To prowadzi naturalnie do pytania, co w takich układach psuje się najszybciej i jakie sygnały ostrzegawcze da się zauważyć wcześniej.
Co najczęściej zużywa się w eksploatacji i jak rozpoznać problem wcześnie
W praktyce awaria rzadko pojawia się „znikąd”. Najpierw widać drobne zmiany, które łatwo zignorować: wzrost temperatury, inny dźwięk, większe drgania albo ślady wycieku. Jeśli reaguję na to wcześnie, zwykle udaje się ograniczyć koszty do regulacji, wymiany środka smarnego albo prostego ustawienia osi.
| Objaw | Co zwykle oznacza | Na co reaguję |
|---|---|---|
| Wzrost temperatury obudowy | Zbyt duże tarcie, za mało smarowania, przeciążenie | Sprawdzam stan oleju, poziom napełnienia i obciążenie napędu |
| Metaliczny hałas lub stukanie | Zużycie zębów, luz, niewspółosiowość | Wykonuję kontrolę osiowania i oględziny powierzchni roboczych |
| Drgania rosnące wraz z prędkością | Niewyważenie, bicie, uszkodzenie łożysk | Sięgam po wibrodiagnostykę i porównuję wyniki z wartością bazową |
| Poślizg pasa lub gwizd | Zbyt mały naciąg, zużyty pas, zabrudzenie kół | Reguluję naciąg, czyszczę powierzchnie i oceniam stan pasa |
| Wydłużenie łańcucha | Zużycie sworzni i tulejek | Sprawdzam luz, geometrię prowadzenia i termin wymiany |
| Mikrowykruszenia na zębach | Pitting, czyli zmęczeniowe uszkodzenie powierzchni | Weryfikuję smarowanie, obciążenie kontaktowe i warunki pracy |
Najbardziej praktyczne narzędzia, które wspierają utrzymanie ruchu, to analiza drgań, kontrola temperatury i badanie oleju. W oleju da się wychwycić zużycie elementów, zanieczyszczenia i utratę właściwości smarnych, zanim uszkodzenie stanie się widoczne gołym okiem. To nie jest teoria dla laboratorium. W zakładzie produkcyjnym taki zestaw zwykle daje po prostu mniej awarii i krótsze postoje.
Jeśli coś zaczyna hałasować inaczej niż zwykle, nie traktuję tego jako drobiazgu. Najczęściej właśnie od takich sygnałów zaczyna się większy problem, a nie od nagłego zatrzymania maszyny.
Jak serwisować napędy, żeby nie skracać im życia
W serwisie nie zaczynam od wymiany części, tylko od sprawdzenia podstaw. Dobrze ustawiony, czysty i regularnie kontrolowany napęd potrafi pracować długo bez niespodzianek. Z kolei układ zaniedbany potrafi zużywać się nierównomiernie nawet wtedy, gdy na pierwszy rzut oka wygląda poprawnie.
| Błąd serwisowy | Skutek | Co robię zamiast tego |
|---|---|---|
| Zbyt duży naciąg pasa lub łańcucha | Większe obciążenie łożysk i szybsze zużycie | Ustawiam naciąg zgodnie z zaleceniami producenta, a nie „na wyczucie” |
| Zbyt niski poziom oleju | Przegrzewanie, zatarcie, większe tarcie | Kontroluję szczelność, odpowietrzenie i poziom środka smarnego |
| Mieszanie przypadkowych olejów lub smarów | Spadek własności smarnych i niepewna reakcja chemiczna | Trzymam jeden standard i zapisuję, co zostało użyte |
| Brak osiowania | Drgania, hałas, obciążenie łożysk i sprzęgieł | Wykonuję osiowanie laserowe lub inną precyzyjną metodę kontroli |
| Brud, pył i wilgoć | Szybsze zużycie i zanieczyszczenie smaru | Dbam o osłony, uszczelnienia i stan otoczenia maszyny |
| Brak historii pomiarów | Trudniej wychwycić trend zużycia | Tworzę punkt odniesienia dla drgań, temperatury i wycieków |
Nie lubię też sztywnych harmonogramów, które ignorują realne obciążenie. Inaczej serwisuje się maszynę pracującą kilka godzin dziennie, a inaczej linię, która działa praktycznie bez przerwy. W praktyce lepiej działa połączenie przeglądów okresowych z obserwacją stanu, niż sama kontrola „co trzy miesiące” bez odniesienia do tego, co pokazują pomiary.
W dobrze prowadzonym zakładzie najwięcej zyskuje się nie wtedy, gdy napęd jest najdroższy, ale wtedy, gdy jest możliwy do sensownego serwisowania. To właśnie zamyka cały temat w praktyczny sposób.
Co realnie obniża przestoje, zanim dojdzie do wymiany napędu
Jeśli miałbym zostawić jedną praktyczną zasadę, brzmiałaby tak: wybieraj najprostszy układ, który spełnia wymagania procesu. Nie więcej, nie „na zapas”, tylko dokładnie tyle, ile trzeba do pracy przy danym obciążeniu i w danych warunkach. Taki sposób myślenia zwykle daje mniej awarii niż polowanie na najbardziej rozbudowane rozwiązanie.
W codziennej pracy najbardziej pomagają mi cztery decyzje: zostawienie dobrego dostępu do inspekcji, standaryzacja środków smarnych, regularna kontrola drgań oraz szybka reakcja na pierwsze objawy zużycia. Gdy do tego dochodzi poprawne osiowanie i rozsądny dobór typu przekładni do zadania, przestoje wyraźnie spadają. I to właśnie jest największa przewaga dobrze zaprojektowanego napędu: nie robi wrażenia samym katalogiem, tylko spokojem w eksploatacji.
Jeśli dziś porównujesz kilka rozwiązań, zacznij od pytania, co naprawdę jest ważniejsze w danej maszynie: precyzja, cisza, kompaktowość, koszt czy odporność na ciężką pracę. Odpowiedź na to pytanie zwykle prowadzi do właściwego wyboru szybciej niż sam spis parametrów technicznych.