W instalacjach napędowych najwięcej problemów nie robi sam wał ani piasta, tylko ich połączenie. Ten tekst wyjaśnia, czym jest rowek pod wpust, jak przenosi moment obrotowy, kiedy wystarcza klasyczne rozwiązanie z wpustem, a kiedy lepiej sięgnąć po wielowypust albo połączenie bezwpustowe. Dorzucam też praktyczne wskazówki dotyczące wykonania, doboru i najczęstszych błędów w utrzymaniu ruchu.
Najważniejsze fakty o połączeniu wpustowym w jednym miejscu
- Wpust przenosi moment między wałem a piastą, ale zwykle nie blokuje osiowo całego zespołu.
- O trwałości decydują nie tylko wymiary, lecz także obciążenie udarowe, długość piasty i jakość obróbki.
- Przy większych mocach i częstym demontażu wpust bywa rozwiązaniem prostym, ale nie zawsze najlepszym.
- Najwięcej awarii zaczyna się od luzu, zadziorów, złego montażu albo zignorowanego zabezpieczenia osiowego.
- W serwisie liczy się szybka ocena stanu: ślady wybicia, fretting, przegrzanie i nierówny kontakt od razu coś mówią.
Jak działa połączenie wpustowe i gdzie ma sens
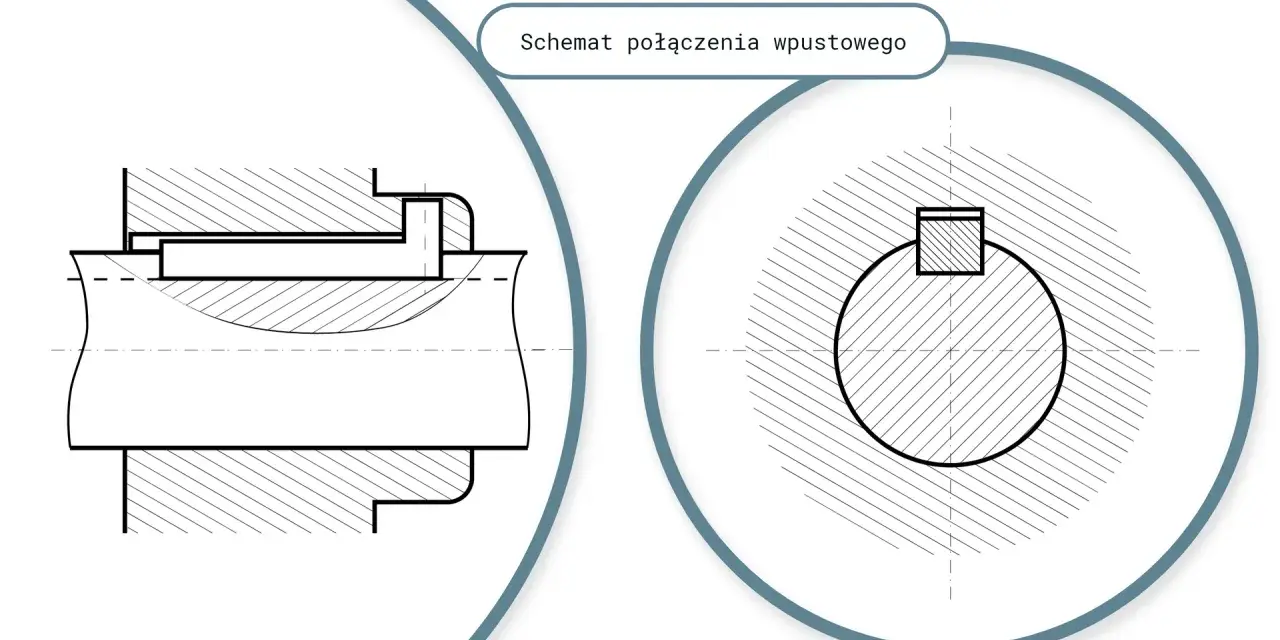
Patrzę na to rozwiązanie jak na kompromis między prostotą a nośnością. Wpust siedzi w rowku wału i odpowiadającym mu wybraniu w piaście, dzięki czemu moment obrotowy nie opiera się wyłącznie na tarciu. To właśnie dlatego połączenie wpustowe tak często spotykam w silnikach, przekładniach, pompach, wentylatorach, sprzęgłach i napędach pomocniczych.
Ważna rzecz, którą w praktyce łatwo przeoczyć: sam wpust nie rozwiązuje wszystkiego. Jeżeli zespół pracuje z siłami osiowymi, piasta musi dostać dodatkowe zabezpieczenie, na przykład pierścień oporowy, nakrętkę łożyskową albo tuleję dystansową. Bez tego po kilku cyklach rozruchu i hamowania nawet poprawnie dobrany element zacznie się przesuwać, a luz w połączeniu szybko urośnie.
W dobrze zaprojektowanym napędzie taki układ jest po prostu przewidywalny. Zamiast skomplikowanej obróbki dostajesz rozwiązanie, które da się produkować, serwisować i wymieniać bez niepotrzebnego dramatu. To prowadzi wprost do pytania, jak dobrać sam wpust i geometrię rowka, żeby nie osłabić wału.
Jak projektuje się rowek pod wpust bez zgadywania
Tu nie ma miejsca na intuicję z warsztatu typu „powinno wejść”. Dobór zaczynam od momentu obrotowego, charakteru obciążenia i średnicy wału, a dopiero potem patrzę na typ wpustu, długość piasty i sposób zabezpieczenia osiowego. Jeśli napęd pracuje z udarami, częstymi zmianami kierunku albo ma ograniczoną długość piasty, zapas bezpieczeństwa trzeba brać większy niż w spokojnym, stałym ruchu.
W katalogach producentów klasyczne rozwiązania dla wpustów równoległych zwykle odnoszą się do DIN 6885/1 albo równoważnych wymiarów katalogowych. Jak podaje SKF, standardowe płytkie wpusty dla części sprzęgieł przewiduje się do średnicy wału 150 mm, a powyżej 500 mm nie ma już jednego uniwersalnego, katalogowego rozwiązania i trzeba je określać indywidualnie. To dobry przykład tego, że wraz ze wzrostem skali napędu standard przestaje być oczywisty.
| Co sprawdzam | Po co to robię | Co zwykle psuje temat |
|---|---|---|
| Średnica wału | Od niej zależy dobór wpustu i głębokość rowka | Zbyt agresywne nacinanie osłabia przekrój i karbuje wał |
| Moment i udary | Określają, czy połączenie ma pracować lekko czy ciężko | Zbyt mały zapas powoduje wybicie boków rowka |
| Długość piasty | Decyduje o powierzchni kontaktu | Krótka piasta pod dużym momentem szybciej się zużywa |
| Osiowe zabezpieczenie | Chroni przed przesuwaniem zespołu | Brak zabezpieczenia kończy się migracją piasty po wale |
| Warunki montażu | Wpływają na docisk i trwałość | Zadziory, brud i pośpiech robią więcej szkód niż sama geometria |
W praktyce powtarzam jedną zasadę: jeśli muszę mocno „przekonywać” połączenie do pracy siłą montażu, to znaczy, że projekt nie jest jeszcze domknięty. Lepiej skorygować dobór na etapie dokumentacji niż później walczyć z wybitym rowkiem wpustowym w serwisie. Następny krok to już nie projekt, tylko wykonanie i kontrola jakości.
Jak wykonać rowek i odebrać go po obróbce
Najczęściej spotykam trzy drogi: frezowanie, przeciąganie i dłutowanie. Frezowanie daje dużą elastyczność w produkcji jednostkowej i przy naprawach, przeciąganie wygrywa powtarzalnością w serii, a dłutowanie przydaje się tam, gdzie geometria albo dostęp utrudniają użycie frezu. W twardszych materiałach lub przy nietypowych naprawach wchodzi jeszcze obróbka elektroerozyjna, ale to już wybór bardziej specjalistyczny niż domyślny.
- Frezowanie sprawdza się przy małych i średnich partiach, ale wymaga dobrego bazowania przedmiotu.
- Przeciąganie jest szybkie i bardzo powtarzalne, dlatego lubię je tam, gdzie rowek ma być seryjny i zgodny z normą.
- Dłutowanie bywa wolniejsze, lecz pozwala wykonać rowek w trudno dostępnych miejscach i przy nietypowych detalach.
- Drążenie elektroerozyjne ma sens przy elementach utwardzonych lub tam, gdzie nie chcesz wprowadzać dodatkowych naprężeń skrawaniem.
Jak podaje SKF w materiałach montażowych, przed złożeniem trzeba obejrzeć krawędzie wpustu i samego rowka oraz usunąć zadziory. To niby detal, ale właśnie on decyduje, czy połączenie będzie się gładko układało, czy zacznie pracować luzem i generować pył metaliczny. Ja zawsze sprawdzam też, czy wpust wchodzi z przewidzianym oporem, bez dobijania młotkiem, bo nadmierny nacisk w montażu zwykle mści się później.
Dobry odbiór po obróbce to nie tylko pomiar szerokości. Zwracam uwagę na położenie osi, równość dna, krawędzie, zgodność z dokumentacją i to, czy na całej długości nie ma miejscowego podparcia. Jeśli coś wygląda dobrze tylko „na oko”, a nie na sprawdzianie, w napędzie szybko wyjdzie to bokiem. Z tego właśnie powodu warto porównać wpust z innymi metodami przenoszenia momentu.
Kiedy wpust wygrywa z wielowypustem, a kiedy przegrywa
Wpust wygrywa prostotą. Gdy mam umiarkowany moment, ograniczony budżet i napęd, który nie wymaga perfekcyjnie sztywnego przeniesienia obciążenia, to nadal jest bardzo sensowny wybór. Przegrywa wtedy, gdy zaczyna się wysoki moment, częste rozbieranie, precyzyjne pozycjonowanie piasty albo potrzeba minimalnego luzu skrętnego.
| Rozwiązanie | Kiedy ma sens | Co zyskujesz | Gdzie przegrywa |
|---|---|---|---|
| Wpust | Średnie obciążenia, standardowe maszyny, łatwy serwis | Prostota, niski koszt, dobra dostępność | Lokalne osłabienie wału, możliwe wybicie i luz |
| Wielowypust | Większy moment, częste demontaże, lepsze centrowanie | Lepszy rozkład obciążenia, większa nośność | Droższa obróbka i większe wymagania wykonawcze |
| Połączenie zaciskowe lub bezwpustowe | Gdy chcesz brak luzu i szybszy montaż | Brak karbu od rowka, dobra współosiowość | Wysokie wymagania tolerancyjne, wrażliwość na montaż |
Jeśli nie chodzi o ekstremalne obciążenia, wpust nadal ma sens, bo daje najlepszy stosunek prostoty do funkcjonalności. Ale gdy w układzie widać udary, drgania skrętne albo duże wymagania co do serwisowalności, zaczynam patrzeć szerzej niż tylko na klasyczny rowek wpustowy. To właśnie tam pojawiają się najdroższe błędy eksploatacyjne.
Najczęstsze błędy, które skracają życie połączenia
W utrzymaniu ruchu widzę te same problemy w kółko: za duży luz, słabe osiowe zabezpieczenie, zadzior po obróbce, zużyty wpust użyty ponownie i montaż „na siłę”, bo termin gonił. Z pozoru to drobiazgi. W praktyce każdy z nich potrafi uruchomić fretting corrosion, czyli mikrouszkodzenia wynikające z ruchów ciernych i drobnych drgań między powierzchniami.
- Luźny wpust powoduje bicie, hałas i szybkie wybijanie boków rowka.
- Zbyt ciasne osadzenie utrudnia montaż i może wprowadzić niepotrzebne naprężenia.
- Brak osiowego zabezpieczenia kończy się przesuwaniem piasty po wale.
- Niedokładne odgratowanie zostawia miejsca inicjacji pęknięć i korozji ciernej.
- Ponowne użycie zużytego wpustu zwykle oszczędza kilka minut, a kosztuje potem kilka godzin postoju.
Jak podaje SKF, przed montażem trzeba sprawdzić krawędzie wpustów i rowków oraz usunąć wszelkie zadziory. Ja dodałbym jeszcze prostą kontrolę po pierwszych godzinach pracy: jeśli pojawia się pył metaliczny, lokalne grzanie albo wyraźny ślad wybicia, połączenie trzeba zatrzymać i obejrzeć, zanim uszkodzi się piasta lub wał. Następne pytanie jest już bardziej operacyjne: co warto sprawdzić przed zleceniem obróbki i przed samym montażem.
Co sprawdzam przed zamówieniem obróbki i przed pierwszym rozruchem
Gdybym miał zostawić jedną praktyczną checklistę, wyglądałaby tak:
- Czy moment obrotowy i charakter pracy naprawdę uzasadniają wpust, czy lepiej od razu rozważyć wielowypust albo połączenie zaciskowe.
- Czy piasta ma dość długości, aby rozłożyć nacisk bez lokalnego miażdżenia boków rowka.
- Czy przewidziano zabezpieczenie osiowe, zwłaszcza przy drganiach i zmianach kierunku.
- Czy wykonawca ma jasną tolerancję, sposób bazowania i zasady odgratowania.
Jeżeli te cztery rzeczy są dopięte, połączenie wpustowe zwykle pracuje długo i bez zaskoczeń. Jeśli któraś z nich jest niedomknięta, problem najczęściej nie leży w samym wpuscie, tylko w tym, że napęd od początku dostał zbyt mało uwagi na styku projektu, obróbki i serwisu.