System MES ma sens wtedy, gdy ERP już nie wystarcza do kontrolowania tego, co dzieje się na hali produkcyjnej. To warstwa, która zbiera dane z operacji, maszyn i operatorów w czasie rzeczywistym, dzięki czemu planowanie, jakość i rozliczenia przestają opierać się na opóźnionych raportach papierowych. W przypadku Comarch MES chodzi właśnie o połączenie świata produkcji z ERP i codzienną pracą na stanowisku. Poniżej pokazuję, jak to działa, kiedy daje realną przewagę i na co uważać przed wdrożeniem.
Najważniejsze rzeczy, które warto wiedzieć przed wyborem systemu MES
- MES służy do bieżącej realizacji i monitorowania produkcji, a nie do ogólnego zarządzania firmą.
- Największą wartość daje tam, gdzie trzeba szybko rejestrować operacje, zużycie materiałów, przestoje i kontrolę jakości.
- ERP, MES i APS pełnią różne role, ale dopiero razem tworzą spójny łańcuch od planu do wykonania.
- Wdrożenie ma sens tylko wtedy, gdy procesy i dane podstawowe są przynajmniej w podstawowym porządku.
- Wariant rozszerzony opłaca się wtedy, gdy potrzebne są także IoT, tablice Andon, monitoring OEE i szersza integracja z halą.
Jak system MES porządkuje pracę na hali produkcyjnej
W praktyce MES jest najbliżej realnej produkcji. Operator nie musi dopisywać wszystkiego na kartce, a potem przepisywać danych do systemu. Dostaje zadania na ekranie, uruchamia operację, raportuje postęp, zaznacza zużycie materiału, zgłasza przestój albo problem jakościowy i od razu zostawia ślad w systemie. To właśnie tutaj cyfryzacja daje największy efekt: mniej ręcznego przepisywania, mniej niejasności i mniej opóźnień w raportach.
W rozwiązaniu Comarch taki model pracy obejmuje m.in. rejestrację startu i zakończenia operacji, obsługę kontroli jakości, ewidencję zużycia materiałów oraz zgłaszanie awarii bezpośrednio ze stanowiska. To ważne, bo produkcja nie kończy się na samym wykonaniu sztuki. Liczy się też to, co dokładnie zostało zużyte, kiedy pojawił się przestój i czy wynik przeszedł kontrolę.
Rejestracja operacji bez papieru
Najprostszy scenariusz wygląda tak: operator loguje się, wybiera zadanie i widzi dane potrzebne do pracy na danym stanowisku. Może rozpocząć operację, raportować jej przebieg, a po zakończeniu zamknąć zlecenie lub przekazać je dalej. Z punktu widzenia kierownika zmiana jest duża, bo informacja nie wraca dopiero na koniec dnia, tylko od razu trafia do systemu.
Przeczytaj również: System ERP - czy naprawdę potrzebujesz? Przewodnik krok po kroku
Materiały, jakość i awarie w jednym obiegu
W tym samym przepływie można obsługiwać listę materiałową BOM, czyli zestaw składników potrzebnych do wykonania produktu, kontrolę jakości i zdarzenia awaryjne. To praktyczne, bo system nie rozbija produkcji na odrębne wyspy danych. Jeżeli wystąpi niezgodność, operator może ją od razu oznaczyć. Jeżeli maszyna staje, informacja nie ginie w rozmowie na hali. A jeśli do procesu dochodzą dodatkowe czynności, takie jak przygotowanie stanowiska albo kalibracja maszyny, również można je ująć w rejestrze pracy.
Taki model działania prowadzi do ważniejszego pytania: gdzie w tym wszystkim kończy się ERP, a zaczyna MES i planowanie zaawansowane.
Gdzie kończy się ERP, a zaczyna MES i APS
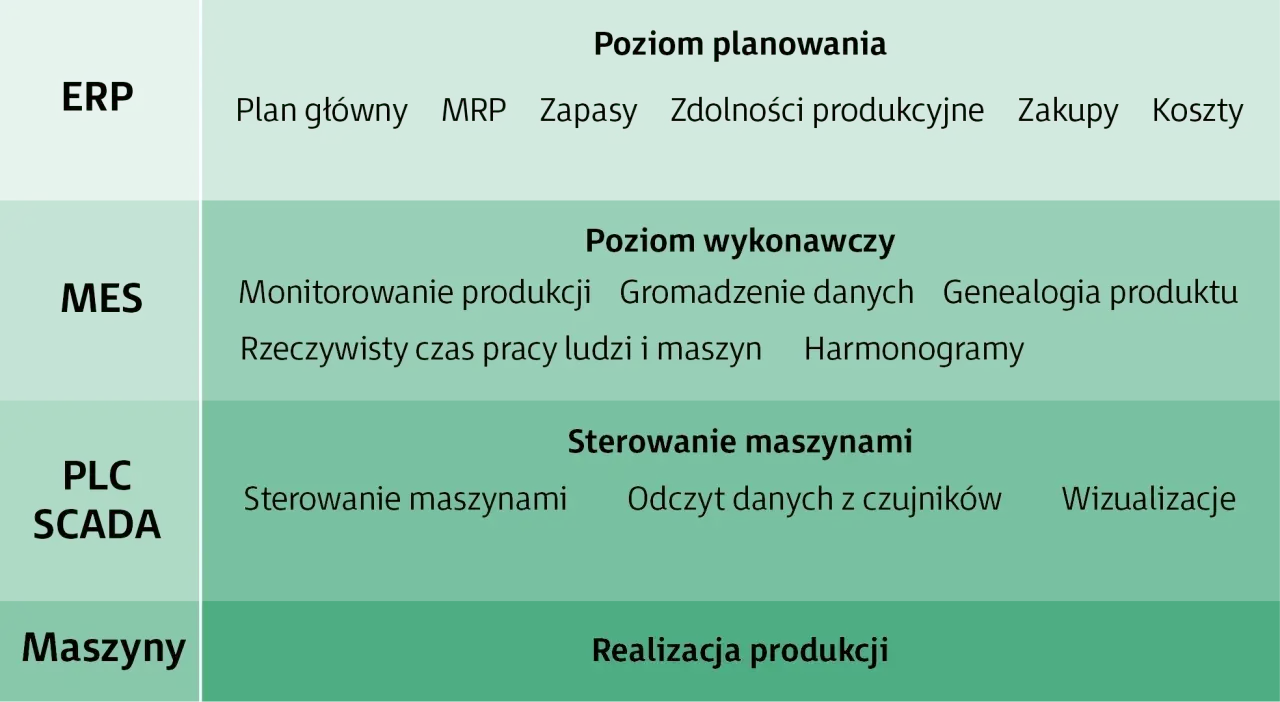
Jeśli patrzeć na produkcję bez marketingowych uproszczeń, to ERP, APS i MES robią trzy różne rzeczy. ERP trzyma dane biznesowe i rozliczeniowe, APS układa sensowny harmonogram, a MES pilnuje tego, co naprawdę dzieje się na hali. Z mojego punktu widzenia to rozróżnienie jest kluczowe, bo wiele firm oczekuje od ERP funkcji, których ten po prostu nie ma.
Najprościej można to ująć tak: ERP planuje i rozlicza, APS układa kolejność, MES wykonuje i raportuje. Gdy ta logika jest zachowana, dane nie dublują się, a produkcja zaczyna pracować na jednej wersji prawdy.
| Warstwa | Za co odpowiada | Kto z niej korzysta | Co jest najważniejsze |
|---|---|---|---|
| ERP | Zlecenia, stany magazynowe, koszty, dokumenty, dane kontrahentów | Planowanie, logistyka, finanse, zarząd | Spójność danych i rozliczeń |
| APS | Harmonogramowanie i optymalizacja kolejności operacji | Planista produkcji | Lepsze wykorzystanie zasobów i terminów |
| MES | Realizacja operacji, raportowanie pracy, przestoje, jakość, zużycie materiałów | Operator, brygadzista, kontrola jakości, utrzymanie ruchu | Dane z hali w czasie rzeczywistym |
W praktyce to oznacza, że ERP bez MES zwykle widzi produkcję z opóźnieniem, a MES bez ERP ma ograniczony sens, bo nie ma z czym się spinać. APS z kolei jest potrzebny wtedy, gdy plan musi być naprawdę uporządkowany, a nie tylko „wydrukowany na zmianę”. To prowadzi do pytania, co konkretnego firma zyskuje po wdrożeniu na poziomie dnia codziennego.
Co w praktyce daje wdrożenie na produkcji
Najczęstszy błąd polega na traktowaniu MES jak kolejnego systemu do „ładniejszych raportów”. To za mało. Dobrze wdrożone rozwiązanie porządkuje przepływ informacji i pozwala szybciej reagować na to, co naprawdę spowalnia produkcję. Najbardziej odczuwalne korzyści widzę zwykle w pięciu obszarach.
- Mniej papieru i ręcznego przepisywania - operator pracuje w systemie, a nie w równoległym świecie kartek i arkuszy.
- Szybsza reakcja na przestoje - awaria, mikroprzestój albo brak materiału nie czekają na koniec zmiany, tylko są widoczne od razu.
- Lepsza kontrola jakości - plan kontroli jakości można prowadzić cyfrowo, zamiast opierać się na osobnych formularzach i pamięci ludzi.
- Pełniejszy obraz wydajności - OEE, czyli wskaźnik wyrażający dostępność, jakość i wydajność, pokazuje, gdzie naprawdę ucieka potencjał linii.
- Lepsze rozliczanie materiałów - system porządkuje zużycie, przyjęcia i rozchody, więc łatwiej wychwycić odchylenia.
Warto tu dodać jedną rzecz, którą często powtarzam klientom: jeśli firma nie mierzy przestojów, przyczyn strat i OEE, to wdrożenie MES może jedynie przenieść chaos z papieru do ekranu. Sama cyfryzacja nie poprawia procesu. Poprawia go dopiero wtedy, gdy ktoś na bieżąco analizuje dane i wyciąga wnioski.
W podejściu Comarch pojawia się też nacisk na zgodność z praktykami mierzenia wydajności, w tym wskaźnikami OEE i KPI. OEE nie jest tu ozdobą w raporcie, tylko narzędziem do wychwytywania wąskich gardeł i strat, których nie widać bez dobrego zbierania danych. Z tego miejsca już tylko krok do pytania, który wariant rozwiązania ma sens w konkretnym zakładzie.
Który wariant ma sens w Twoim zakładzie
Na rynku łatwo zgubić się w nazwach. W praktyce warto patrzeć nie na etykietę, tylko na zakres potrzeb. Inaczej podejdzie do tego zakład, który potrzebuje głównie rejestracji operacji i kontroli jakości, a inaczej firma chcąca spiąć halę z IoT, tablicami Andon i szerokim monitoringiem pracy linii.
| Wariant | Kiedy ma sens | Największa wartość | Na co uważać |
|---|---|---|---|
| Klasyczny MES | Gdy potrzebujesz sprawnego raportowania z produkcji, rejestracji materiałów, jakości i awarii | Prostsze wdrożenie i szybkie uporządkowanie pracy na stanowisku | Nie rozwiąże sam z siebie problemów z planowaniem, jeśli dane w ERP są niespójne |
| Wariant Enterprise | Gdy chcesz szerszego nadzoru nad produkcją, integracji z IoT, Andon, supervisorami i rozbudowanym monitoringiem KPI | Więcej danych o hali, lepsza widoczność w czasie rzeczywistym i większa skalowalność | Wymaga dojrzalszego procesu i lepszego przygotowania organizacji |
W dokumentacji nowego interfejsu producent wskazuje też, że jego początkowy zakres jest węższy niż w starszej wersji, więc przed migracją trzeba sprawdzić, czy wszystkie używane funkcje są już dostępne. To ważne szczególnie wtedy, gdy dział produkcji korzysta z niestandardowych widoków, specyficznych parametrów operatora albo mocno rozbudowanej logiki pracy. Jeśli firma pracuje w środowisku ERP XL, warto również zweryfikować wymagania wersji współpracującej z MES, bo w praktyce to właśnie kompatybilność najczęściej decyduje o bezproblemowym starcie.
Po wyborze wariantu zostaje najtrudniejsza część, czyli wdrożenie bez rozbijania produkcji na pół roku testów i poprawek. Właśnie tu najwięcej projektów wygrywa albo przegrywa.
Na co uważać przed wdrożeniem
Największe ryzyko nie leży w samym oprogramowaniu, tylko w tym, co firma wnosi do projektu. Jeżeli technologia jest nieaktualna, karty materiałowe są niepełne, a przyczyny przestojów opisane chaotycznie, nowy system tylko szybciej pokaże stare problemy. I to bywa bolesne, ale bardzo użyteczne.- Brak uporządkowanych danych podstawowych - jeśli BOM, operacje i czasy są niespójne, raporty też będą niespójne.
- Zbyt szeroki start - lepiej uruchomić pilotaż na jednej linii, gnieździe albo jednym rodzaju produkcji niż od razu obejmować cały zakład.
- Niejasne definicje zdarzeń - przestój, mikroprzestój, przezbrojenie i awaria muszą znaczyć to samo dla operatora, planisty i kierownika.
- Zbyt mało uwagi dla operatorów - jeśli interfejs jest niewygodny, ludzie wrócą do notatek i obejść, a system straci wiarygodność.
- Słaba integracja z ERP i APS - MES nie powinien być samotną wyspą, bo wtedy dane znowu zaczną żyć osobnym życiem.
Ja zaczynam takie projekty od prostego pytania: czy firma chce naprawdę zmienić sposób pracy, czy tylko „mieć system”? To różnica fundamentalna. W pierwszym przypadku MES staje się narzędziem zarządzania produkcją. W drugim kończy jako kosztowny ekran do raportowania. Z tego powodu przed startem warto zamknąć temat przygotowania organizacji.
Co przygotować, żeby projekt nie ugrzązł po pierwszym pilotażu
Dobry pilotaż nie zaczyna się od instalacji, tylko od decyzji, co dokładnie ma być mierzone i kto będzie z tych danych korzystał. Jeśli ten etap zostanie pominięty, wdrożenie zaczyna się rozjeżdżać już po pierwszych dniach pracy.
- Wybierz jedną linię, gniazdo albo obszar, który faktycznie boli produkcję.
- Spisz listę operacji, materiałów, stanów i przyczyn przestojów w jednolitym słowniku.
- Ustal, które wskaźniki mają być widoczne od razu: OEE, odpady, terminowość, czas przestoju, zużycie materiałów.
- Zapewnij sprzęt, który pasuje do pracy na hali: panel dotykowy, tablet, skaner kodów albo terminal przy stanowisku.
- Wyznacz właścicieli procesu po stronie produkcji, jakości, utrzymania ruchu i IT.
Jeśli te cztery czy pięć elementów są gotowe, system zaczyna działać jak narzędzie operacyjne, a nie jak kolejna baza danych. W dobrze przygotowanym zakładzie taki projekt daje szybki zwrot w postaci lepszej widoczności produkcji, krótszej reakcji na problemy i mniejszej liczby ręcznych błędów. W słabiej przygotowanym środowisku najpierw trzeba uporządkować proces, a dopiero potem dokładać warstwę wykonawczą.